
Что необходимо учитывать при проектировании штампов для штамповки твердых сплавов?
Твердосплавные штампы относятся к штампам, изготовленным из твердосплавных материалов. В качестве твердого сплава обычно используются вольфрамокобальтовые сплавы, в том числе K01, K10, K20, K30, K40. По сравнению с инструментальной сталью твердосплавные [...].
Твердосплавные штампы относятся к штампам, изготовленным из твердосплавных материалов. В качестве твердого сплава обычно используются вольфрамокобальтовые сплавы, в том числе К01, К10, К20, К30, К40. По сравнению с инструментальной сталью твердосплавные материалы имеют более высокую твердость, лучшую износостойкость, но большую хрупкость и меньшую прочность на изгиб. Поэтому при проектировании необходимо учитывать следующие моменты:

Наш завод занимается: твердосплавные детали, детали пресс-форм, медицинские пресс-формы для литья под давлением, прецизионные пресс-формы для литья под давлением, литье тефлона PFA, фитинги для труб PFA. e-mail: [email protected],whatsapp:+8613302615729.
-
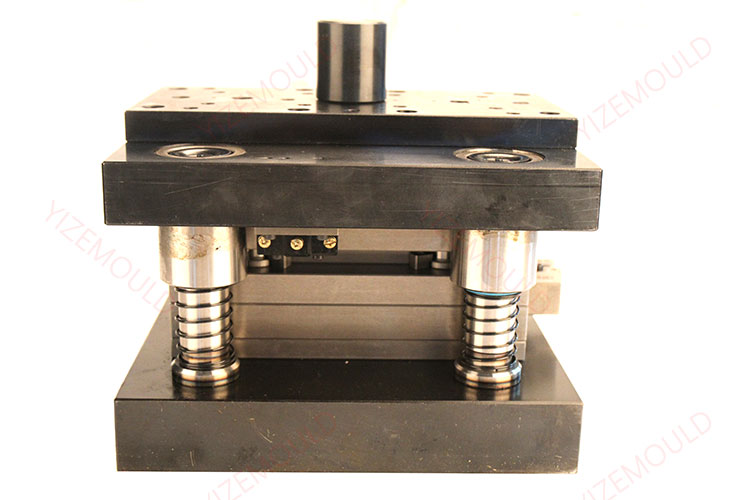
Выбор штамповой рамки:
Верхняя и нижняя плиты штампа должны быть изготовлены из стали 45, закаленной и отпущенной до твердости 25-30 HRC. Можно также использовать сталь Э235А, но не рекомендуется применять серый чугун. Для повышения точности перемещения следует использовать шариковые направляющие стойки и направляющие втулки. Рукоятка штампа должна быть плавающего типа.
-
Способы крепления пуансонов и матриц:
К распространенным методам крепления штампов и пресс-форм относятся механическое крепление и крепление горячей втулкой. Механическое крепление обеспечивает надежное и прочное крепление без возникновения внутренних напряжений, но требует высокой точности обработки сопрягаемых поверхностей. Крепление горячей втулкой позволяет упростить монтаж и демонтаж, поскольку коэффициент теплового расширения стали больше, чем у твердого сплава. Интерференционная посадка обычно принимается равной от 0,6% до 1% диаметра, а температура нагрева составляет 500-600°C, что может привести к возникновению внутренних напряжений.
-
Конструкция подпружиненной выталкивающей пластины:
Подпружиненная выталкивающая пластина должна иметь надежную направляющую, чтобы не задевать режущую кромку. Расстояние между выталкивающей пластиной и поверхностью твердосплавной матрицы должно превышать максимальную толщину листового материала на 0,05 мм. Материал выталкивающей пластины может быть HS6-5-2C (42-46 HRC).
-
Конструкция опорной плиты:
Для повышения жесткости твердосплавный штамп Для предотвращения растрескивания на нижнюю поверхность штампа следует установить закаленную опорную плиту. Материал может быть HS6-5-2C (56-60 HRC), а толщина должна быть не менее чем в 1,2-1,25 раза больше толщины опорной плиты штампа из обычной стали.
-
Равномерное распределение напряжений на кромках штампа:
В конструкция штампов для штамповки твердого сплаваПри этом следует избегать односторонней штамповки во избежание разрушения кромок.
-
Выбор штамповочного оборудования:
Твердосплавные штампы пригодны для массового производства, поэтому целесообразно использовать высокоскоростные штамповочные прессы, оснащенные устройствами автоматической подачи.
Наша компания занимается производством прецизионные твердосплавные деталиМы предлагаем широкий спектр услуг для удовлетворения ваших потребностей. Мы специализируемся на электроэрозионной обработке, шлифовании, электроэрозионной обработке проволокой, обработке с ЧПУ, полировке и изготовлении различных высокоточных твердосплавных деталей. Мы гордимся тем, что обеспечиваем исключительное качество и мастерство. Если у Вас есть какие-либо вопросы или Вы нуждаетесь в наших услугах, пожалуйста, свяжитесь с нами.




