
Introdução à estrutura das matrizes de trefilagem de metal duro
As matrizes de trefilagem são moldes utilizados para trefilar fios metálicos ou fibras ópticas. O metal é puxado através do molde, reduzindo o seu tamanho e moldando-o em fios de várias [...]
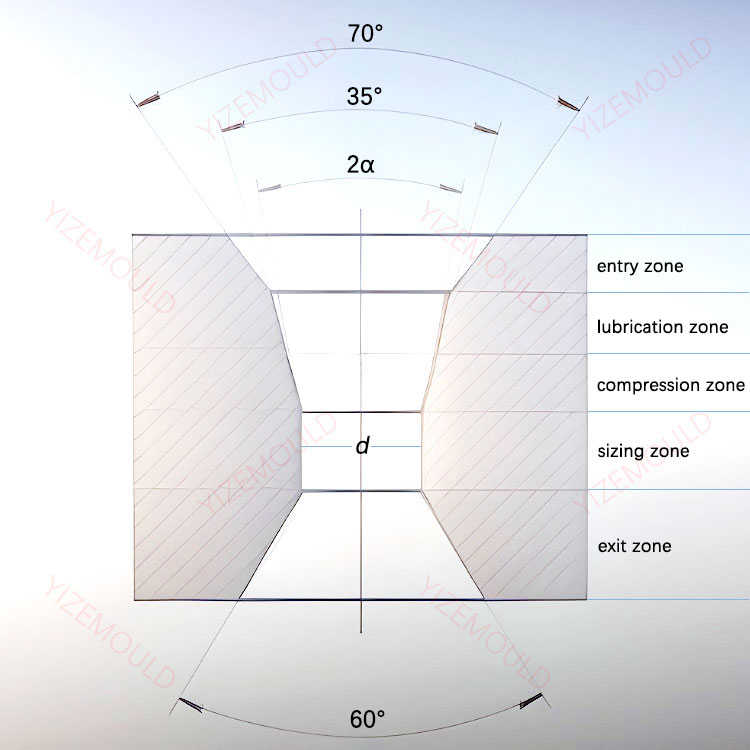
As matrizes de trefilagem são moldes utilizados para trefilar fios metálicos ou fibras ópticas. O metal é puxado através da matriz, reduzindo o seu tamanho e moldando-o em fios de vários diâmetros. Quando o diâmetro do fio metálico é grande, é normalmente utilizado um molde cónico, enquanto que um molde em forma de arco pode ser utilizado para diâmetros de fio mais pequenos. O orifício de um molde cónico é geralmente dividido em cinco regiões, como se mostra no diagrama. As funções e formas de cada região são as seguintes:
O nosso negócio de fábrica: peças de metal duro, peças de molde, moldes de injeção médica, moldes de injeção de precisão, moldagem por injeção de teflon PFA, acessórios para tubos PFA. e-mail: [email protected],whatsapp:+8613302615729.
- Zona de entrada: O ângulo da zona de entrada é um parâmetro importante para matrizes de trefilagem. Assegura que o ponto de contacto do fio que entra no molde ocorre na mesma posição de altura dentro da zona de compressão do molde e facilita a entrada do fio. A zona de entrada proporciona uma forma suave para o fio passar para a zona de lubrificação e para a zona de compressão, permitindo que o lubrificante atinja a superfície de trabalho do molde.
- Zona de lubrificação: A zona de lubrificação fornece o lubrificante à zona de trabalho. O comprimento e o ângulo de conicidade da zona de lubrificação variam consoante o tipo de lubrificante e o diâmetro do fio. Quando o lubrificante é um líquido viscoso, deve ser escolhido um ângulo de conicidade maior para a zona de lubrificação, de modo a assegurar uma entrada suave do lubrificante na zona de compressão e evitar o bloqueio em forma de cunha. No entanto, se o ângulo de conicidade da zona de lubrificação for demasiado grande, será difícil gerar um efeito de pressão do fluido, o que afecta a eficácia da lubrificação.
- Zona de compressão: A zona de compressão é o local onde o fio sofre uma deformação plástica e obtém a forma e o tamanho desejados. Existem duas formas para a zona de compressão: cónica e em forma de arco. O principal parâmetro dimensional para a zona de compressão cónica é o ângulo de compressão α. A dimensão do ângulo α, juntamente com a pressão aplicada no orifício interior da matriz e o seu padrão de distribuição, e as propriedades mecânicas do fio trefilado, desempenham um papel decisivo. Se o ângulo α for demasiado pequeno, a área de contacto entre o bilete e a parede da matriz aumenta, conduzindo a uma maior resistência ao atrito. Se o ângulo α for demasiado grande, o metal na zona de deformação sofre uma flexão acentuada, resultando numa maior deformação de corte adicional, o que leva a um aumento da força de tração e da deformação sem contacto. Por conseguinte, existe um intervalo ótimo para o ângulo α, dentro do qual a força de tração é minimizada.
- Zona de dimensionamento: O objetivo da zona de calibragem é garantir que o fio obtenha uma forma e um tamanho estáveis e precisos. O diâmetro da zona de calibragem é determinado com base na tolerância admissível do fio e na deformação elástica que ocorre durante o processo de trefilagem, tendo também em conta a vida útil da matriz. Tipicamente, a zona de calibragem é selecionada com um tamanho de tolerância negativo para o fio. Ao determinar o comprimento da zona de calibragem, devem ser cumpridos os seguintes requisitos: resistência suficiente ao desgaste, consumo de energia durante a trefilagem e minimização da possibilidade de quebra do fio. Se a zona de calibragem for demasiado curta, pode causar agitação do fio durante a trefilagem e resultar em defeitos do tipo bambu. Também pode desgastar rapidamente o orifício interno da matriz, levando a desvios de tamanho. Se a zona de calibragem for demasiado longa, aumenta o consumo de energia durante a trefilagem e reduz o tempo de vida útil da matriz.
- Zona de saída: O objetivo da zona de saída é evitar que o metal seja riscado à medida que sai do orifício da matriz e evitar que a borda posterior da zona de calibragem se descole devido à tensão. O comprimento da zona de saída é geralmente considerado como (0,2~0,3)d, onde d representa o diâmetro do fio.




