
Prós e contras da maquinação micro eletroquímica
A maquinagem micro eletroquímica (ECM) é um processo de maquinagem baseado no princípio da dissolução anódica eletroquímica. Como se pode ver na figura, durante o processo de maquinagem, a ferramenta está ligada a [...]
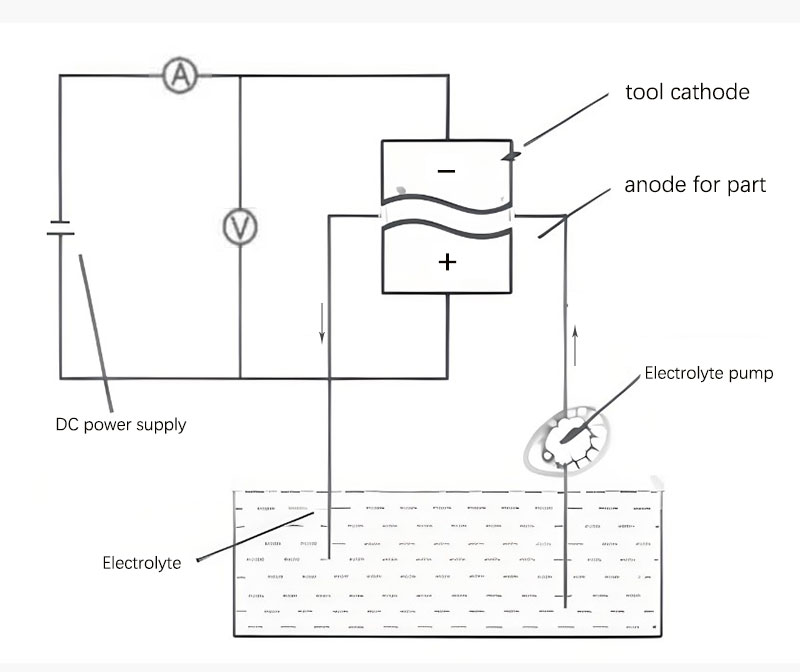
A maquinagem micro eletroquímica (ECM) é um processo de maquinagem baseado no princípio da dissolução anódica eletroquímica. Como se mostra na figura, durante o processo de maquinagem, a ferramenta é ligada ao terminal negativo da fonte de energia, enquanto a peça de trabalho é ligada ao terminal positivo. A ferramenta é alimentada lentamente em direção à peça até que se mantenha um pequeno intervalo entre elas, e uma solução electrolítica com uma certa pressão flui através do intervalo. Neste processo, a peça de trabalho sofre gradualmente corrosão eletroquímica até que a sua superfície adquira uma forma oposta à da ferramenta. A fonte de alimentação de corrente contínua, a fenda de maquinagem e a solução electrolítica com um determinado caudal são condições necessárias para o micro ECM.
O nosso negócio de fábrica: peças de metal duro, peças de molde, moldes de injeção médica, moldes de injeção de precisão, moldagem por injeção de teflon PFA, acessórios para tubos PFA. e-mail: [email protected],whatsapp:+8613302615729.
Diagrama do princípio da micro-usinagem eletroquímica
Em comparação com outros métodos de maquinagem, micro ECM tem as seguintes vantagens.
- Tem uma vasta gama de processamento e pode processar praticamente todos os materiais condutores sem ser afetado pelas propriedades mecânicas do material da peça de trabalho. Pode processar materiais como ligas resistentes a altas temperaturas, aço inoxidável e carboneto.
- Não há contacto entre a ferramenta e a peça de trabalho durante o processo de maquinação, o que a torna adequada para processar peças de paredes finas e componentes facilmente deformáveis.
- As peças processadas têm uma elevada qualidade de superfície. O processo não gera zonas afectadas pelo calor, tensões residuais, microfissuras, rebarbas ou rebarbas. A rugosidade da superfície pode atingir 0,2-1,6 μm.
- Tem uma elevada taxa de corte e a ferramenta não sofre desgaste. A reação eletroquímica no cátodo durante o processo de maquinagem resulta na precipitação de gás, sem remoção ou deposição de material. Desde que não ocorram acidentes como queimaduras por curto-circuito ou colisões mecânicas, o cátodo da ferramenta pode ser utilizado durante muito tempo.
No entanto, a micro-mecanização tem também as seguintes desvantagens e limitações.
- A precisão e a estabilidade da maquinação ainda não são suficientemente elevadas. Quando utilizada para maquinar cavidades e superfícies tridimensionais, a precisão de maquinação é inferior à da maquinação por descarga eléctrica (EDM). É relativamente difícil controlar a maquinação de pequenos orifícios e fendas estreitas.
- Os subprodutos da maquinagem electrolítica podem poluir o ambiente e, em certas condições, podem produzir substâncias nocivas para a saúde humana. Por conseguinte, a reciclagem e a prevenção da poluição dos subprodutos electrolíticos requerem uma atenção especial.
- O equipamento para maquinagem eletroquímica é complexo, dispendioso e ocupa uma grande área.
Devido às suas características de processo únicas, o micro ECM é particularmente adequado para maquinação de peças metálicas ou microestruturas, especialmente para peças ou estruturas nos campos do equipamento aeroespacial e de defesa que têm requisitos especiais para a qualidade da superfície, tais como componentes sem rebarbas e sem flash. Os exemplos incluem injectores de combustível de motores diesel topo de gama, bobinas microplanas em sensores de correntes de Foucault em miniatura e unidades de propulsão, transmissão e controlo em micro veículos aéreos.




