
Precauções para a conceção da matriz de corte de metal duro
Os cunhos e cortantes fabricados com carboneto, quer para o punção quer para a matriz, ou os cunhos e cortantes em que tanto o punção como a matriz são feitos de carboneto, são designados por cunhos e cortantes de carboneto [...]
Os cunhos e cortantes fabricados com carboneto, quer para o punção quer para a matriz, ou os cunhos e cortantes em que tanto o punção como a matriz são feitos de carboneto, são designados por cunhos e cortantes de carboneto. Tanto o punção como a matriz podem ser feitos inteiramente de carboneto ou ter uma peça de carboneto fixada ou embutida numa peça de aço como secção de trabalho para o corte. Uma camada de carboneto pode também ser pulverizada sobre a aresta de corte de um molde de aço. Devido à elevada dureza e resistência ao desgaste do carboneto, o tempo de vida útil do matrizes de metal duro é várias vezes ou dezenas de vezes mais longo do que o das matrizes de aço em geral. No entanto, devido à fragilidade do carboneto e às cargas de impacto durante o processo de corte, os carbonetos duros são frequentemente utilizados para aplicações de moldes.
O nosso negócio de fábrica: peças de metal duro, peças de molde, moldes de injeção médica, moldes de injeção de precisão, moldagem por injeção de teflon PFA, acessórios para tubos PFA. e-mail: [email protected],whatsapp:+8613302615729.
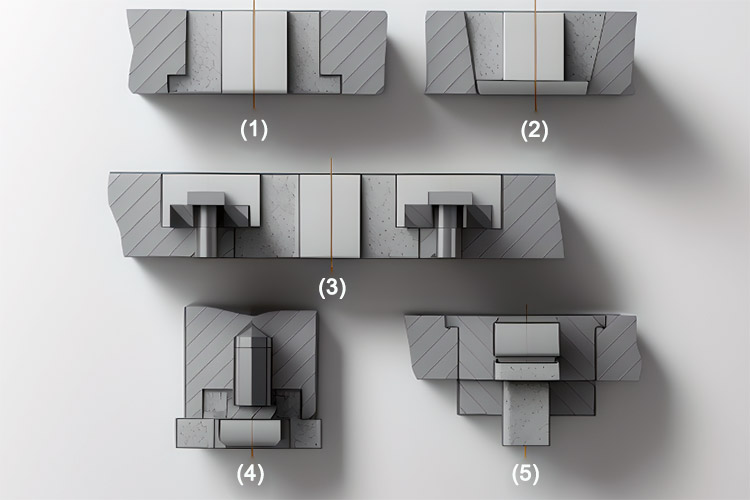
Tanto o punção como a matriz são feitos de carboneto, e a forma estrutural do matrizes de corte de metal duro é semelhante ao das matrizes gerais, mas também tem as suas próprias características. As seguintes questões devem ser consideradas durante o processo de conceção:
- O metal duro tem uma menor capacidade para suportar cargas de flexão. Ao organizar a disposição, deve prestar-se atenção à posição da primeira aresta de corte para evitar que metade do contorno ou metade do orifício seja cortado, o que resultaria numa tensão unilateral no punção.
- A altura da rebarba é maior em comparação com o corte geral, e deve ser maior do que a espessura do material para evitar que a rebarba seja espremida na matriz, o que poderia danificar o molde.
- A folga de obturação deve ser aumentada de forma adequada.
- A rigidez da estrutura do molde deve ser suficiente e os componentes do molde devem ser compatíveis com o molde de alta duração. Por exemplo, tanto a base superior como a base inferior do molde são feitas de aço e têm uma espessura 1,5 vezes superior à dos moldes gerais. Os pinos de localização e as placas de guia são feitos de aço 45 e são submetidos a um tratamento de têmpera. A parte de trás do punção e da matriz é reforçada com placas de apoio mais espessas que também são temperadas.
- A precisão da guia e a vida útil da estrutura do molde devem ser elevadas para corresponder ao molde de elevada vida útil. As estruturas de molde de guia rolante e os pilares de guia intercambiáveis são normalmente utilizados, com quatro pilares de guia frequentemente utilizados para peças grandes ou complexas. Os suportes de molde do tipo flutuante são normalmente utilizados para ultrapassar a influência dos erros de prensagem na precisão da guia.
- Tanto o punção como a matriz podem ser feitos inteiramente de metal duro ou incrustados com metal duro. O metal duro também pode ser fixado ou soldado em peças de aço.
- Se for utilizada uma placa de descarga com mola para a descarga, devem ser tomadas precauções para evitar que a placa de descarga embata na matriz de carboneto, causando tensões irregulares e resultando em fissuras. Neste caso, a altura da parte inferior da placa de descarga deve ser 0,05 a 0,01 mm inferior à altura da placa de guia (a altura da espessura do material). A placa de descarga serve apenas o objetivo de descarregar sem aplicar pressão. Se for necessário efetuar o corte por compressão em materiais finos, podem ser adicionados pilares de guia entre a placa de descarga e a placa fixa da matriz ou do punção para comprimir uniformemente a peça de trabalho.




