
Considerações sobre a conceção de uma matriz de estampagem de metal duro?
As matrizes de estampagem de carboneto referem-se a matrizes de punção feitas de materiais de carboneto. Os carbonetos normalmente utilizados são ligas de tungsténio-cobalto, incluindo K01, K10, K20, K30, K40. Comparado com o aço para ferramentas, o metal duro [...]
As matrizes de estampagem de carboneto referem-se às matrizes de punção feitas de materiais de carboneto. Os carbonetos normalmente utilizados são ligas de tungsténio-cobalto, incluindo K01, K10, K20, K30, K40. Em comparação com o aço para ferramentas, os materiais de carboneto têm maior dureza, melhor resistência ao desgaste, mas maior fragilidade e menor resistência à flexão. Por conseguinte, os seguintes pontos devem ser considerados no projeto:

O nosso negócio de fábrica: peças de metal duro, peças de molde, moldes de injeção médica, moldes de injeção de precisão, moldagem por injeção de teflon PFA, acessórios para tubos PFA. e-mail: [email protected],whatsapp:+8613302615729.
-
Seleção da matriz:
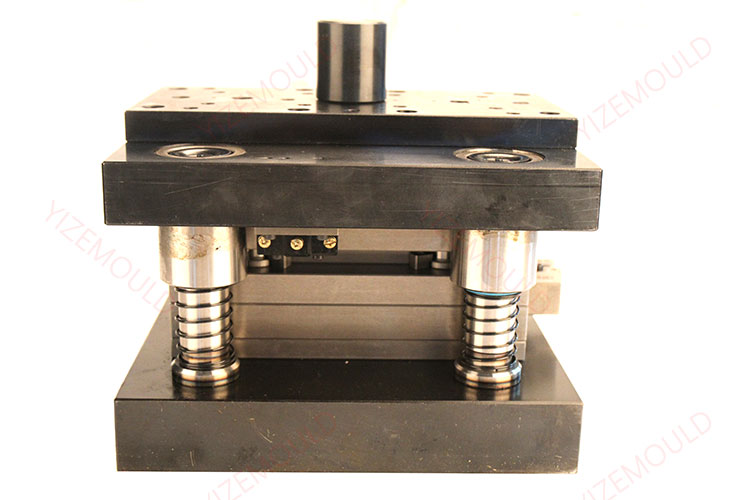
As placas superior e inferior da matriz devem ser feitas de aço 45, temperado e revenido até uma dureza de 25-30 HRC. Também pode ser utilizado o E235A, mas não se recomenda o ferro fundido cinzento. Devem ser utilizados postes-guia e casquilhos-guia do tipo bola para melhorar a precisão da guia. A pega da matriz deve ser do tipo flutuante.
-
Métodos de fixação para punções e matrizes:
Os métodos comuns de fixação para punções e matrizes incluem a fixação mecânica e a fixação com manga quente. A fixação mecânica proporciona uma fixação fiável e segura sem gerar tensões internas, mas requer uma elevada precisão nas superfícies de contacto. A fixação com manga quente permite uma montagem e desmontagem mais fáceis, uma vez que o coeficiente de expansão térmica do aço é superior ao do carboneto. O ajuste de interferência é geralmente considerado como 0,6% a 1% do diâmetro, e a temperatura de aquecimento é de 500-600°C, o que pode gerar tensões internas.
-
Conceção de uma placa ejectora com mola:
A placa ejectora com mola deve ter uma orientação fiável para evitar o impacto na aresta de corte. A distância entre a placa ejectora e a superfície da matriz de metal duro deve exceder a espessura máxima do material da folha em 0,05 mm. O material da placa ejectora pode ser HS6-5-2C (42-46 HRC).
-
Conceção da placa de apoio:
Para melhorar a rigidez do matriz de carboneto Para evitar fissuras, deve ser adicionada uma placa de apoio endurecida à superfície inferior do molde. O material pode ser HS6-5-2C (56-60 HRC), e a espessura não deve ser inferior a 1,2-1,25 vezes a de uma placa de suporte de aço geral.
-
Distribuição uniforme das tensões nos bordos da matriz:
No conceção de matrizes de estampagem de metal duroPara evitar fracturas nos bordos, deve evitar-se a estampagem de uma face.
-
Seleção do equipamento de estampagem:
As matrizes de metal duro são adequadas para a produção em massa, pelo que é aconselhável utilizar prensas de estampagem de alta velocidade equipadas com dispositivos de alimentação automática.
A nossa empresa dedica-se ao fabrico de peças de metal duro de precisãoA nossa empresa oferece uma vasta gama de serviços para satisfazer as suas necessidades. A nossa experiência reside na maquinação por descarga eléctrica, retificação, EDM de fio, maquinação CNC, polimento e fabrico de vários componentes de carboneto de alta precisão. Orgulhamo-nos de oferecer uma qualidade e um acabamento excepcionais. Se tiver alguma dúvida ou necessitar dos nossos serviços, não hesite em entrar em contacto connosco.




