
Voor- en nadelen van elektrochemische microbewerking
Micro Elektrochemisch verspanen (ECM) is een verspaningsproces gebaseerd op het principe van elektrochemisch anodisch oplossen. Zoals in de afbeelding te zien is, wordt het gereedschap tijdens het bewerkingsproces verbonden met [...]
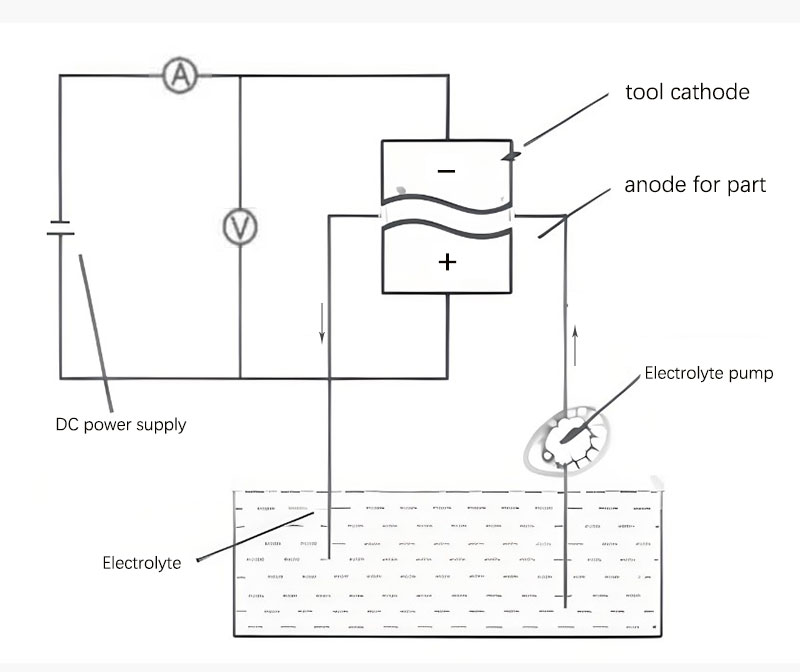
Micro Elektrochemisch Machinaal bewerken (ECM) is een bewerkingsproces gebaseerd op het principe van elektrochemisch anodisch oplossen. Zoals in de afbeelding te zien is, is tijdens het bewerkingsproces het gereedschap verbonden met de negatieve pool van de stroombron, terwijl het werkstuk verbonden is met de positieve pool. Het gereedschap wordt langzaam naar het werkstuk toegevoerd totdat er een kleine spleet tussen beide ontstaat en een elektrolytoplossing met een bepaalde druk door de spleet stroomt. Tijdens dit proces ondergaat het werkstuk geleidelijk elektrochemische corrosie totdat het oppervlak een vorm krijgt die tegengesteld is aan die van het gereedschap. Gelijkstroomvoeding, bewerkingsspleet en elektrolytoplossing met een bepaalde stroomsnelheid zijn noodzakelijke voorwaarden voor micro-ECM.
Onze fabriek business: carbide onderdelen, schimmel onderdelen, medische spuitgietmatrijzen, precisie spuitgietmatrijzen, teflon PFA spuitgieten, PFA buismontage. e-mail: [email protected],whatsapp:+8613302615729.
Micro-elektrochemisch bewerkingsprincipe diagram
Vergeleken met andere bewerkingsmethoden, micro ECM heeft de volgende voordelen.
- Het heeft een breed verwerkingsbereik en kan vrijwel alle geleidende materialen verwerken zonder beïnvloed te worden door de mechanische eigenschappen van het werkstukmateriaal. Het kan materialen verwerken zoals legeringen die bestand zijn tegen hoge temperaturen, roestvast staal en hardmetaal.
- Er is geen contact tussen het gereedschap en het werkstuk tijdens het bewerkingsproces, waardoor het geschikt is voor het bewerken van dunwandige onderdelen en gemakkelijk vervormbare componenten.
- De verwerkte werkstukken hebben een hoge oppervlaktekwaliteit. Het proces genereert geen warmte-beïnvloede zones, restspanningen, microscheurtjes, bramen of uitlopers. De oppervlakteruwheid kan 0,2-1,6 μm bedragen.
- Het heeft een hoge snijsnelheid en het gereedschap heeft geen slijtage. De elektrochemische reactie op de kathode tijdens het bewerkingsproces resulteert in gasneerslag, zonder materiaalverwijdering of -afzetting. Zolang er geen ongelukken gebeuren zoals kortsluitverbrandingen of mechanische botsingen, kan de kathode van het gereedschap lange tijd gebruikt worden.
Micro ECM heeft echter ook de volgende nadelen en beperkingen.
- De bewerkingsnauwkeurigheid en stabiliteit zijn nog niet hoog genoeg. Bij gebruik voor het bewerken van driedimensionale holtes en oppervlakken is de bewerkingsnauwkeurigheid lager dan die van elektrische ontladingsbewerking (EDM). Het is relatief lastig om de bewerking van kleine gaten en smalle spleten onder controle te houden.
- De bijproducten van elektrolytische bewerking kunnen het milieu vervuilen en onder bepaalde omstandigheden stoffen produceren die schadelijk zijn voor de menselijke gezondheid. Daarom moet er speciale aandacht worden besteed aan het recyclen en voorkomen van vervuiling door elektrolytische bijproducten.
- De apparatuur voor elektrochemische bewerking is complex, duur en neemt een groot gebied in beslag.
Door de unieke proceseigenschappen is micro ECM bijzonder geschikt voor het bewerken van metalen onderdelen of microstructuren, vooral voor onderdelen of structuren in de lucht- en ruimtevaart en defensieapparatuur die speciale eisen stellen aan de oppervlaktekwaliteit, zoals braamvrije en vlampuntvrije onderdelen. Voorbeelden zijn hoogwaardige brandstofinjectoren voor dieselmotoren, platte microspoelen in miniatuur wervelstroomsensoren en aandrijf-, transmissie- en besturingseenheden in microvliegtuigen.




