
Overwegingen bij het ontwerp van hardmetalen stempelmatrijzen?
Hardmetalen stempelstempels verwijzen naar stempelstempels gemaakt van hardmetalen materialen. De meest gebruikte hardmetalen zijn wolfraam-kobalt legeringen, waaronder K01, K10, K20, K30, K40. Vergeleken met gereedschapsstaal is hardmetaal [...]
Hardmetalen stempelstempels verwijzen naar stempelstempels gemaakt van hardmetalen materialen. De meest gebruikte hardmetalen zijn wolfraam-kobalt legeringen, waaronder K01, K10, K20, K30, K40. Vergeleken met gereedschapsstaal hebben hardmetalen materialen een hogere hardheid, een betere slijtvastheid, maar een grotere brosheid en een lagere buigsterkte. Daarom moet bij het ontwerp rekening worden gehouden met de volgende punten:

Onze fabriek business: carbide onderdelen, schimmel onderdelen, medische spuitgietmatrijzen, precisie spuitgietmatrijzen, teflon PFA spuitgieten, PFA buismontage. e-mail: [email protected],whatsapp:+8613302615729.
-
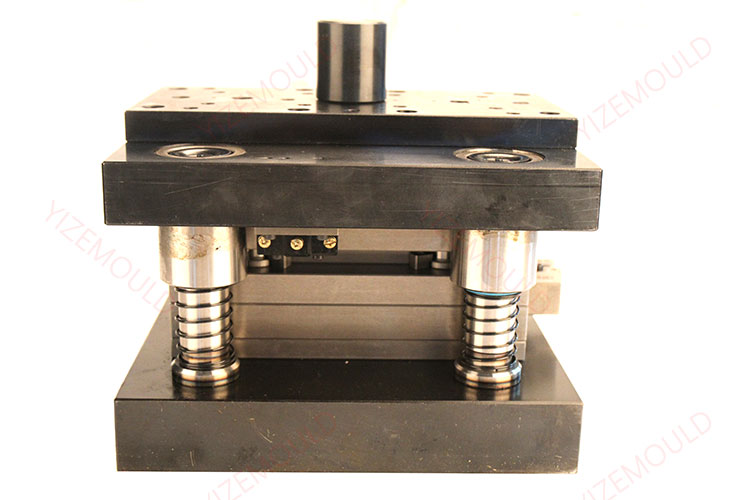
Keuze van het matrijsframe:
De bovenste en onderste matrijsplaat moeten gemaakt zijn van 45 staal, afgeschrikt en getemperd tot een hardheid van 25-30 HRC. E235A kan ook gebruikt worden, maar grijs gietijzer wordt afgeraden. Voor een betere geleidingsnauwkeurigheid moeten kogelgeleiders en geleidebussen worden gebruikt. Het handvat van de matrijs moet van het zwevende type zijn.
-
Bevestigingsmethoden voor pons en matrijs:
Gangbare bevestigingsmethoden voor stansen en matrijzen zijn onder andere mechanisch bevestigen en hot sleeve-bevestiging. Mechanisch bevestigen zorgt voor een betrouwbare en veilige bevestiging zonder interne spanning te genereren, maar vereist een hoge precisie van de parallelle oppervlakken. Bevestigen met een hete huls maakt montage en demontage eenvoudiger omdat de thermische uitzettingscoëfficiënt van staal groter is dan die van hardmetaal. De interferentiepasvorm wordt over het algemeen genomen als 0,6% tot 1% van de diameter en de verwarmingstemperatuur is 500-600°C, waardoor inwendige spanning kan ontstaan.
-
Ontwerp van veerbelaste uitwerpplaat:
De veerbelaste uitwerpplaat moet een betrouwbare geleiding hebben om botsing met de snijkant te voorkomen. De afstand tussen de uitwerpplaat en het oppervlak van de hardmetalen matrijs moet 0,05 mm groter zijn dan de maximale dikte van het plaatmateriaal. Het materiaal van de uitwerpplaat kan HS6-5-2C (42-46 HRC) zijn.
-
Ontwerp van rugplaat:
Om de stijfheid van de hardmetalen matrijs Om scheuren te voorkomen, moet een geharde steunplaat worden toegevoegd aan de onderkant van de matrijs. Het materiaal kan HS6-5-2C (56-60 HRC) zijn en de dikte moet niet minder zijn dan 1,2-1,25 keer die van een steunplaat van algemeen staal.
-
Gelijkmatige spanningsverdeling op de matrijsranden:
In de ontwerp van hardmetalen stempelmatrijzenJe moet eenzijdig stempelen vermijden om randbreuken te voorkomen.
-
Keuze van stempelapparatuur:
De hardmetalen matrijzen zijn geschikt voor massaproductie, dus het is raadzaam om hogesnelheidsstempelpersen te gebruiken die zijn uitgerust met automatische toevoersystemen.
Ons bedrijf is gewijd aan de productie van precisie hardmetalen onderdelenen biedt een breed scala aan diensten om aan uw behoeften te voldoen. Onze expertise ligt in het elektrisch verspanen, slijpen, draadvonken, CNC verspanen, polijsten en vervaardigen van diverse hardmetalen componenten met hoge precisie. We zijn trots op het leveren van uitzonderlijke kwaliteit en vakmanschap. Als je vragen hebt of onze diensten nodig hebt, aarzel dan niet om contact met ons op te nemen.




