
와이어 EDM 가공의 표면 평활도
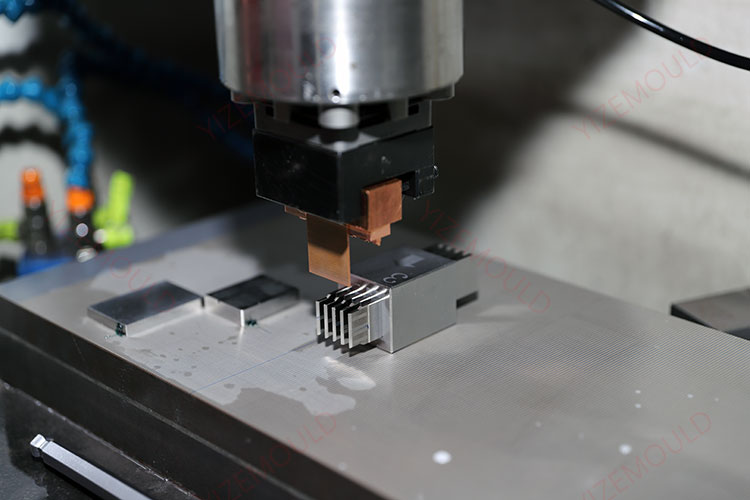
기존의 방전 가공(EDM)과 유사한 와이어 EDM 가공은 방전을 사용하여 재료를 녹여 가공하므로 오렌지 껍질과 유사한 질감의 표면을 얻을 수 있습니다. 평평한 [...]
기존의 방전 가공(EDM)과 유사한 와이어 EDM 가공은 방전을 사용하여 재료를 녹여 가공하므로 오렌지 껍질과 유사한 질감의 표면을 얻을 수 있습니다. 평활도 측정에 사용되는 평평한 표면은 공작물의 두께에 수직이며 작업 테이블의 이송 방향과 평행합니다.
The 와이어 EDM 가공의 표면 평활도 는 처리 속도와 유사하게 전류가 증가함에 따라 증가하는 경향을 보입니다. 이러한 경향은 0.25 마이크로패럿의 높은 커패시턴스에서 특히 두드러집니다. 또한 표면 평활도는 커패시턴스 수준에 따라 달라지며, 커패시턴스가 낮을수록 표면 평활도가 향상됩니다. 따라서 높은 표면 평활도가 필요한 경우 낮은 정전 용량으로 가공을 수행해야 합니다.
당사의 공장 사업: 초경 부품, 금형 부품, 의료용 사출 금형, 정밀 사출 금형, 테플론 PFA 사출 성형, PFA 튜브 피팅. 이메일: [email protected],whatsapp:+8613302615729.
정전 용량이 높은 가공에서 표면 평활도는 공작물 두께에 따라 달라지며 두께가 증가함에 따라 개선됩니다. 그러나 정전 용량이 0.025 마이크로 패럿 이하인 경우 공작물 두께가 표면 평활도에 미치는 영향은 덜 커집니다.
표면 평활도는 개방 회로 전압에 따라 달라지며, 만족스러운 표면 품질은 낮은 개방 회로 전압에서만 얻을 수 있습니다.
카바이드는 합금 공구강에 비해 표면 평활도가 더 우수합니다. 0.25 마이크로 패럿의 정전용량에서 합금 공구강의 표면 평활도는 약 20~30 μRmax인 반면 초경의 표면 평활도는 약 10~15 μRmax입니다. 일반적으로 카바이드가 더 나은 표면 평활도를 보여줍니다. 텅스텐 와이어를 사용하여 합금 공구강을 가공할 때 표면 평활도는 약 16-22 μRmax입니다. 0.05 마이크로 패럿의 정전 용량에서 구리 와이어 가공으로 얻은 표면 평활도는 텅스텐 와이어 가공과 거의 유사합니다. 또한, 와이어 EDM 가공 은 일반적으로 스파크 에로젼 가공에 비해 더 나은 표면 평활도를 제공합니다.




