
카바이드 스탬핑 다이 설계 시 고려 사항은?
초경 스탬핑 다이는 초경 재료로 만들어진 펀치 다이를 말합니다. 일반적으로 사용되는 카바이드는 K01, K10, K20, K30, K40을 포함한 텅스텐-코발트 합금입니다. 공구강과 비교하여 초경 [...]
초경 스탬핑 다이는 초경 재료로 만들어진 펀치 다이를 말합니다. 일반적으로 사용되는 카바이드는 K01, K10, K20, K30, K40을 포함한 텅스텐-코발트 합금입니다. 초경 소재는 공구강에 비해 경도가 높고 내마모성이 우수하지만 취성이 크고 굴곡 강도가 낮습니다. 따라서 설계 시 다음 사항을 고려해야 합니다:

당사의 공장 사업: 초경 부품, 금형 부품, 의료용 사출 금형, 정밀 사출 금형, 테플론 PFA 사출 성형, PFA 튜브 피팅. 이메일: [email protected],whatsapp:+8613302615729.
-
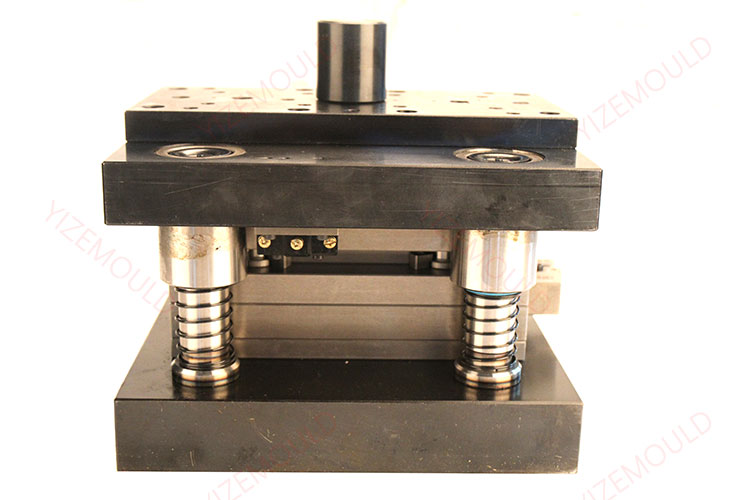
다이 프레임 선택:
상부 및 하부 다이 플레이트는 45강으로 제작되어야 하며, 경도가 25-30 HRC로 담금질 및 템퍼링되어야 합니다. E235A도 사용할 수 있지만 회주철은 권장하지 않습니다. 가이드 정확도를 높이기 위해 볼형 가이드 포스트와 가이드 부싱을 사용해야 합니다. 다이 핸들은 플로팅 타입이어야 합니다.
-
펀치 및 다이의 고정 방법:
펀치 및 다이의 일반적인 체결 방법에는 기계식 체결과 핫 슬리브 체결이 있습니다. 기계적 체결은 내부 응력을 발생시키지 않고 안정적이고 안전하게 고정할 수 있지만 결합 표면의 정밀도가 높아야 합니다. 핫 슬리브 체결은 강철의 열팽창 계수가 카바이드보다 크기 때문에 조립 및 분해가 더 쉽습니다. 간섭 맞춤은 일반적으로 직경 0.6% ~ 1%로 간주되며 가열 온도는 500-600°C로 내부 응력이 발생할 수 있습니다.
-
스프링이 장착된 이젝터 플레이트 설계:
스프링이 장착된 이젝터 플레이트는 절삭날에 충격을 주지 않도록 신뢰할 수 있는 가이드가 있어야 합니다. 이젝터 플레이트와 카바이드 다이 표면 사이의 거리는 시트 소재의 최대 두께를 0.05mm 초과해야 합니다. 이젝터 플레이트 재질은 HS6-5-2C(42-46 HRC)를 사용할 수 있습니다.
-
백킹 플레이트 디자인:
의 강성을 개선하려면 카바이드 다이 균열을 방지하기 위해 금형 바닥면에 경화 백킹 플레이트를 추가해야 합니다. 재료는 HS6-5-2C(56-60 HRC)를 사용할 수 있으며, 두께는 일반 강철 다이 백킹 플레이트의 1.2-1.25배 이상이어야 합니다.
-
다이 가장자리에 균일한 응력 분포:
에서 카바이드 스탬핑 금형 설계가장자리 파손을 방지하기 위해 일방적인 스탬핑을 피해야 합니다.
-
스탬핑 장비 선택:
카바이드 다이는 대량 생산에 적합하므로 자동 공급 장치가 장착된 고속 스탬핑 프레스를 사용하는 것이 좋습니다.
당사는 다음을 제조하는 데 전념하고 있습니다. 정밀 카바이드 부품는 고객의 요구를 충족하는 다양한 서비스를 제공합니다. 당사의 전문 분야는 방전 가공, 연삭, 와이어 EDM, CNC 가공, 연마 및 다양한 고정밀 초경 부품 제조입니다. 당사는 탁월한 품질과 장인 정신을 제공하는 데 자부심을 가지고 있습니다. 문의 사항이 있거나 당사의 서비스가 필요한 경우 언제든지 연락 주시기 바랍니다.




