

超硬冷間圧造ダイス
低価格の中国サプライヤー。カスタム超硬冷間圧造金型加工、鍛造金型加工、超硬象嵌ハイス加工。高品質、短納期。
- インフォメーション
Eメール:[email protected]
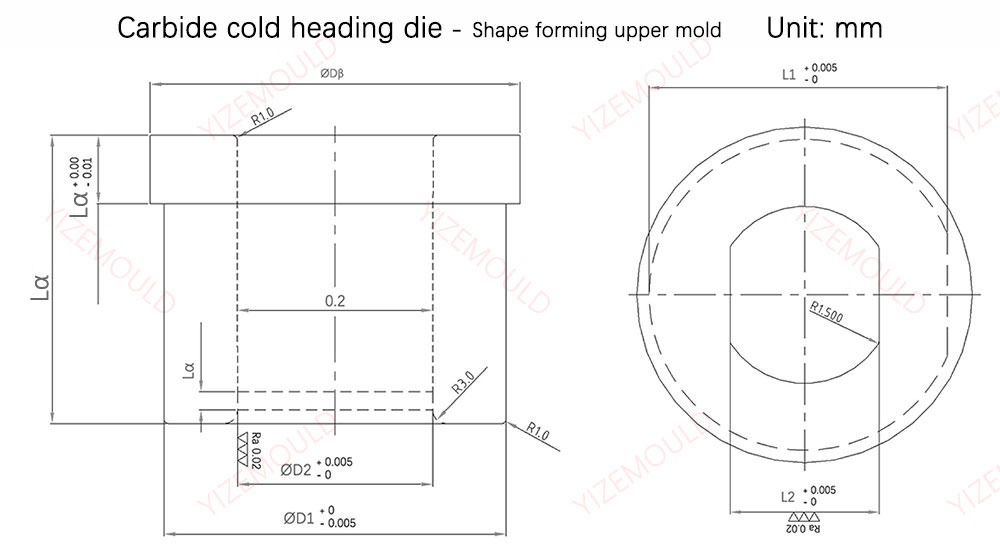
最初の超硬冷間圧造金型事例 - 形状成形上型:
当社の工場事業:超硬部品、金型部品、医療用射出成形金型、精密射出成形金型、テフロンPFA射出成形、PFAチューブ継手。電子メール:[email protected],whatsapp:+8613302615729。
超硬冷間圧造金型製造工程:
- 大型製品工程:円筒研削-ワイヤーカット-放電。
- 小型製品工程:パンチマシン-ワイヤーカット-排出。
製造上の問題
- 寸法公差が高いほど片側でプラス0.005mm、仕上げが高いほどRa 0.02が要求される。
- 超硬冷間圧造ダイスの同芯度加工は、公差±0.002mmに達することができます。
- 垂直平行度は±0.002mmに達する。
- 鏡面研磨はRa0.015に達することができる。
- 最小穴加工は0.6mm厚で0.06mmに達する。
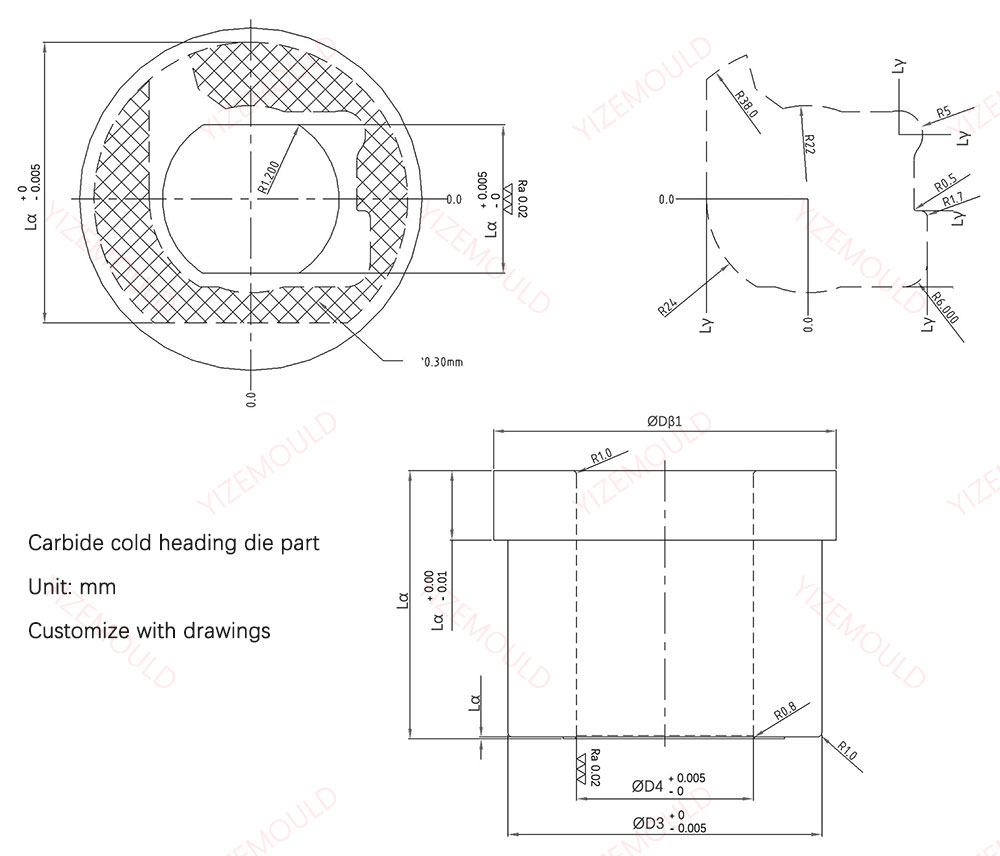
第2回超硬冷間圧造金型部品研究:
製造工程は超硬冷間圧造ダイシェイプ成形上型と同じで、影の中央部分が陥没しており、放電加工が必要で、形状が不規則で、角度が複雑である。
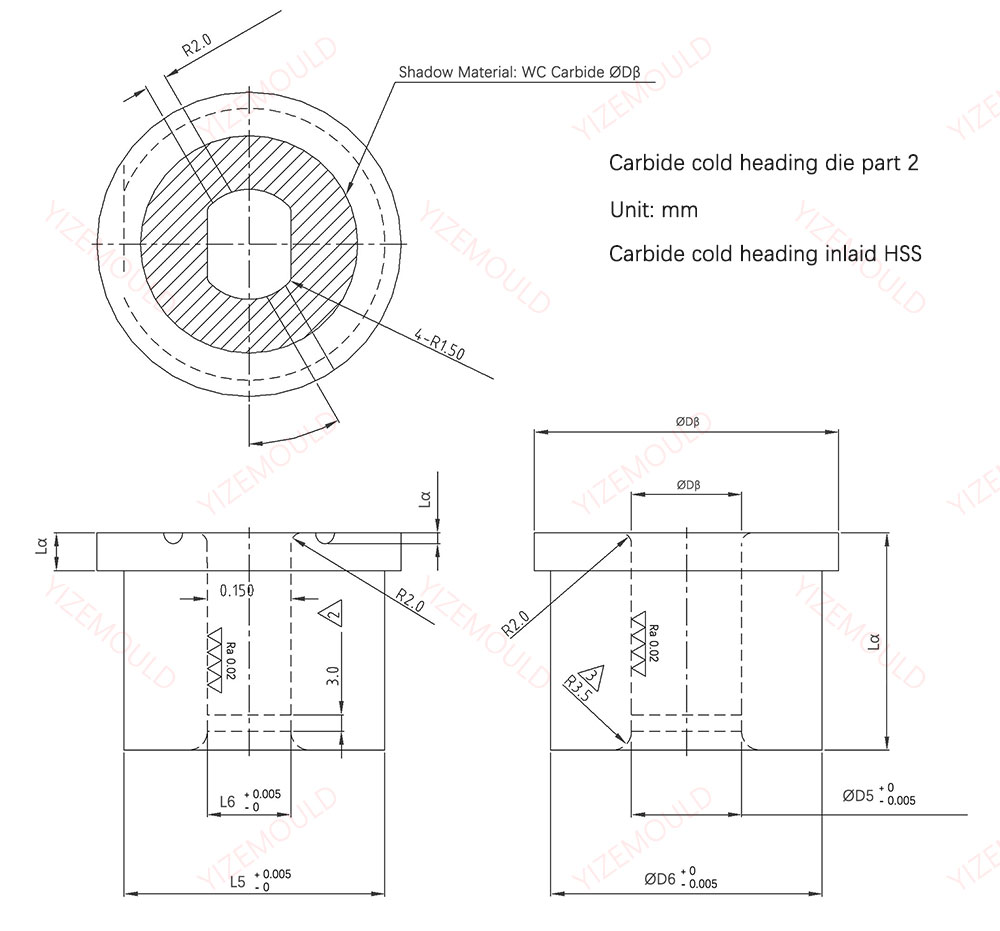
第3回超硬冷間圧造用金型部品研究 -超硬冷間圧造用インレイドハイス
加工された超硬部品は、冷間圧造機により高圧でハイス材に埋め込まれます。
加工技術:
材料準備 - 油圧プレス - 外部研削 - 穴ワイヤーカット仕上げ - EDM - 平面研削 - CNC加工(R2.0溝)。
製造上の困難:
- タングステンカーバイド部品の性能と硬度が、象嵌後に指定された範囲内にあることを保証する。
- ハイス部品の割れを防ぎ、性能の大きな変化を回避する。
- 公差0.005mmの高精度を実現。
- 超硬部品の仕上げ面粗さはRa0.02。
これらの要件を達成するために、以下のステップを踏む:
- 仕上げの前に、隙間に合わせて象嵌のための余白を残す。
- 白色超硬部品の硬度を管理し、要求仕様を満たすようにする。
全体として、このプロジェクトでは、望ましい結果を得るために、細部に注意を払い、精密機械加工と材料科学の専門知識を必要とする。これらのステップに従い、適切な技術と機器を使用することで、要求される性能と仕上げを備えた高品質の炭化タングステン部品を製造することが可能である。
Yize Moldはプロフェッショナルである。 超硬冷間圧造金型加工 2007年に設立されたメーカーで、超硬部品の加工経験が豊富で、経験豊富な加工技術者が多く、全工程の加工設備があり、0.02mm~0.002mmの超硬製品の加工精度があります。
私たちのエキスパートがお客様のご質問にお答えし、サポートいたします。
関連記事