
ワイヤー放電加工における表面平滑性
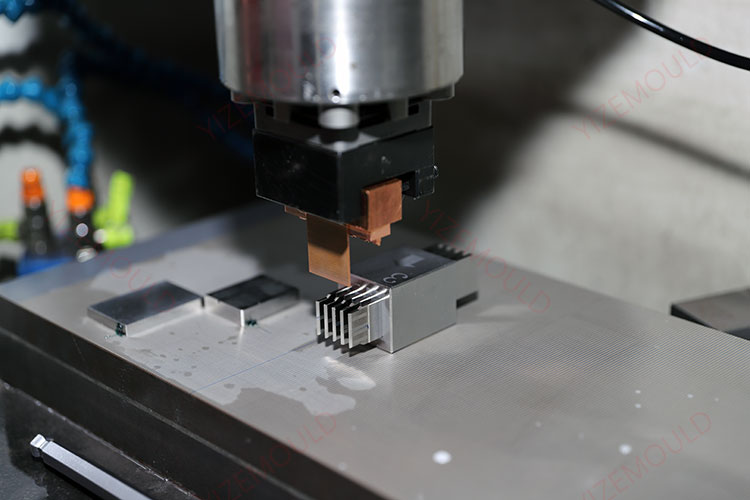
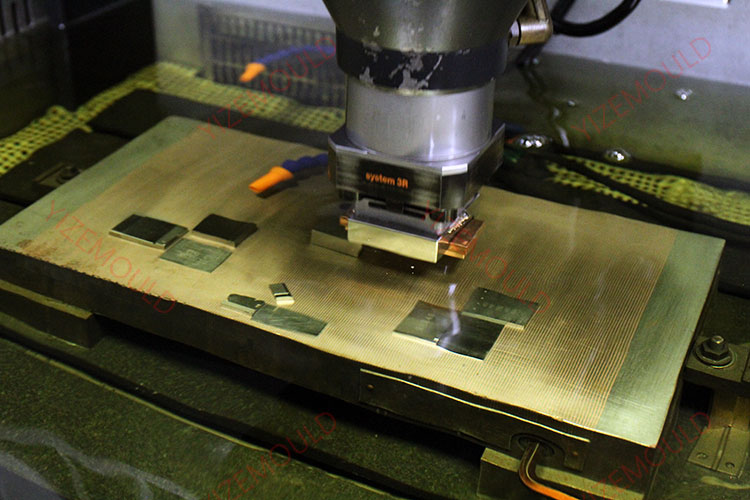
ワイヤ放電加工は、従来の放電加工(EDM)と同様に、放電によって材料を溶かして加工するもので、その結果、オレンジピールのような質感のある表面が得られます。平 [...] 面
ワイヤ放電加工は、従来の放電加工(EDM)と同様に、放電によって加工材料を溶かし、その結果、オレンジの皮のようなテクスチャーのある表面が得られます。平滑度測定に使用される平坦面は、ワークピースの厚みに垂直で、ワークテーブルの送り方向に平行です。
について ワイヤー放電加工における表面平滑性 は、処理速度と同様に、電流の増加に伴って増加する傾向を示している。この傾向は、0.25マイクロファラッドという高い静電容量で特に顕著である。さらに、表面平滑性は静電容量レベルによって異なり、静電容量が低いほど良好な平滑性が得られる。したがって、高い表面平滑性が要求される場合は、静電容量を下げて加工を行うべきである。
当社の工場事業:超硬部品、金型部品、医療用射出成形金型、精密射出成形金型、テフロンPFA射出成形、PFAチューブ継手。電子メール:[email protected],whatsapp:+8613302615729。
静電容量が高い加工では、ワークの厚みによって表面平滑性が異なり、厚みが増すにつれて向上する。しかし、静電容量が0.025マイクロファラッド以下になると、表面平滑性に対するワーク厚さの影響はあまり大きくなくなる。
表面平滑性は開回路電圧の違いによって変化し、満足のいく表面品質はより低い開回路電圧でしか得られない。
超硬合金は、合金工具鋼に比べて優れた表面平滑性を示す。0.25マイクロファラッドの静電容量では、合金工具鋼の表面平滑性は約20~30μRmaxであるのに対し、超硬合金のそれは約10~15μRmaxである。一般に、超硬合金の方が優れた表面平滑性を示す。タングステンワイヤーで合金工具鋼を加工する場合、表面平滑度は16~22μRmax程度である。静電容量0.05マイクロファラッドの銅線加工で得られる表面平滑性は、タングステン線加工とほぼ同様である。さらに ワイヤー放電加工 一般に、火花放電加工と比較して、より優れた表面平滑性が得られる。




