
ポジション > > ブログ
マイクロ電気化学加工の長所と短所
10月 30, 2023
ビュー1,815
マイクロ電気化学加工(ECM)は、電気化学的陽極溶解の原理に基づく加工プロセスである。図に示すように、加工プロセス中、工具は[...]に接続されている。
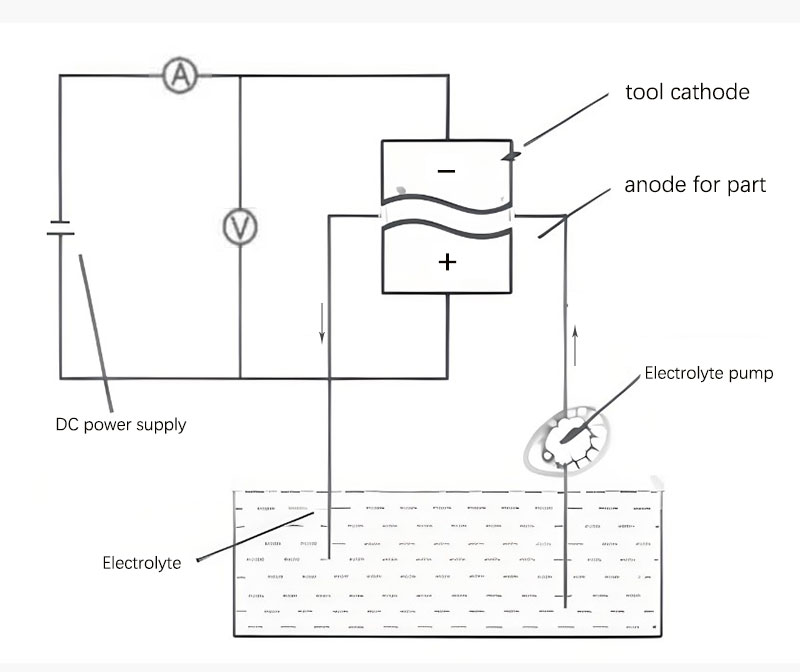
マイクロ電気化学加工(ECM)は、電気化学的陽極溶解の原理に基づく加工プロセスである。図に示すように、加工プロセス中、工具は電源のマイナス端子に接続され、被加工物はプラス端子に接続されている。両者の間にわずかな間隙が保たれるまで、工具は被加工物に向かってゆっくりと送られ、一定の圧力を持つ電解質溶液がその間隙を流れる。この過程で、被加工物は徐々に電気化学的腐食を受け、その表面が工具とは反対の形状になる。直流電源、加工間隙、一定流量の電解液がマイクロECMの必要条件である。
当社の工場事業:超硬部品、金型部品、医療用射出成形金型、精密射出成形金型、テフロンPFA射出成形、PFAチューブ継手。電子メール:[email protected],whatsapp:+8613302615729。
マイクロ電解加工原理図
他の加工方法と比較して マイクロECM には次のような利点がある。
- 加工範囲が広く、被加工材の機械的特性に影響されることなく、ほぼすべての導電性材料を加工できる。高温耐熱合金、ステンレス鋼、および、耐熱鋼のような材料の加工が可能です。 カーバイド.
- 加工中に工具とワークが接触することがないため、薄肉部品や変形しやすい部品の加工に適している。
- 加工されたワークは高い表面品質を持つ。このプロセスでは、熱影響部、残留応力、マイクロクラック、バリ、バリが発生しません。表面粗さは0.2~1.6μmに達します。
- 切削速度が速く、工具の摩耗がない。加工プロセス中のカソード上での電気化学反応により、材料除去や析出はなく、ガス析出が生じる。短絡火傷や機械的衝突などの事故が起こらない限り、工具カソードは長期間使用できる。
しかし、マイクロECMには次のような欠点や限界もある。
- 加工精度と安定性はまだ十分ではない。三次元のキャビティやサーフェイスの加工に使用する場合、加工精度は放電加工(イーディーエム).小さな穴や狭い隙間の加工を制御するのは比較的難しい。
- 電解加工の副産物は環境を汚染し、特定の条件下では人体に有害な物質を生成する可能性がある。そのため、電解副生成物のリサイクルと汚染防止には特別な注意が必要である。
- 電解加工用の装置は複雑で高価であり、広い面積を占める。
そのユニークなプロセス特性により、マイクロECMは金属部品や微細構造の加工に特に適しており、特に航空宇宙や防衛機器分野の部品や構造で、バリのない部品やバリがない部品など、表面品質に特別な要求がある部品の加工に適している。例えば、ハイエンドのディーゼルエンジンの燃料インジェクター、小型渦電流センサーのマイクロフラットコイル、超小型航空機の推進装置、変速装置、制御装置などである。




