
微細加工 - 電気化学的加工
1.電気化学加工の紹介陰極と陽極の表面で起こる電子の得失を伴う化学反応は、電気化学反応として知られている。[...]
1.電解加工入門
陰極と陽極の表面で起こる電子の得失を伴う化学反応は、電気化学反応として知られている。この電気化学反応を加工に利用する方法を電気化学加工(ECM)と呼ぶ。電気化学的加工の原理から、電気化学的機械加工、電気化学的研磨、電気化学的バリ取りなどの陽極溶解原理に基づく減法的製造技術と、電鋳、電気メッキ、電解ブラシメッキなどの陰極析出原理に基づく加法的製造技術に分けられる。放電加工(EDM)と比較して、電気化学加工は、より高い材料除去率、熱影響部がない、滑らかな表面仕上げ、工具の摩耗がないなどの利点を提供する。
化学反応において、金属がその塩溶液と接触すると、しばしば電子交換が起こり、金属は溶液中のイオンに電子を供与し、溶液から電子を獲得する。この電子交換が平衡に達すると、金属表面に薄い二重層が形成される。化学的に活性な金属の表面は負の電荷を帯び、溶液は正の電荷を帯び、反応性の低い金属の表面は正の電荷を帯び、溶液は負の電荷を帯びる。二重層の存在により、金属とその塩溶液の間に電位差が生じる。この電位差は、塩溶液中の金属の溶解と析出の間の平衡によって生じ、平衡電極電位と呼ばれる。金属が別の電解液に浸された場合も、二重層が形成され電位差が生じる。2つの金属電極が導体で接続されている場合、電子は導体を通って流れ、一次電池を作ります。電子は鉄電極から銅電極へと流れますが、この電子の流れは非常に遅いのです。電気化学加工技術は、この電子流の原理を利用している。
当社の工場事業:超硬部品、金型部品、医療用射出成形金型、精密射出成形金型、テフロンPFA射出成形、PFAチューブ継手。電子メール:[email protected],whatsapp:+8613302615729。
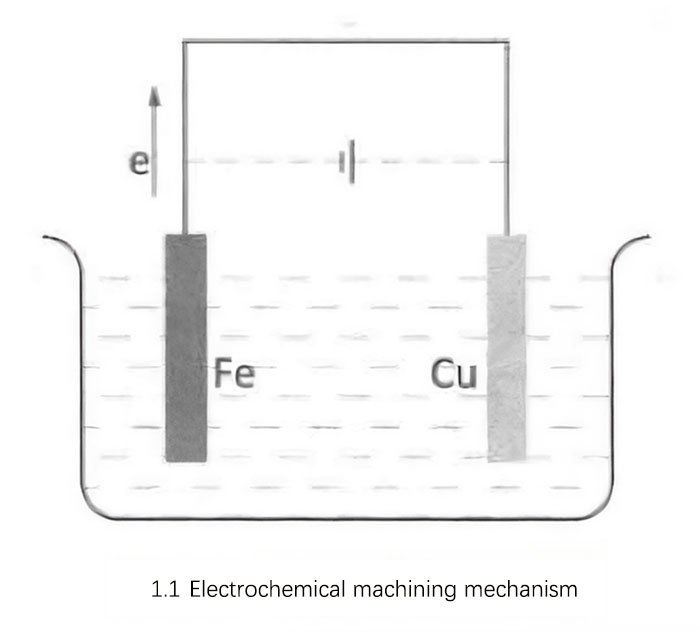
図1.1に示すように、加工プロセスでは、外部電界を印加して電子の流速を加速し、化学反応速度を高めて金属材料の除去を実現する。この外部電界印加法は、一次電池に電解電池を組み合わせたものに相当する。通電後、電界力の影響により、電解液中の陽イオンは陰極(Cu電極)へ、陰イオンは陽極(Fe電極)へ移動する。外部電源は陽極から電子を連続的に引き抜き、陽極金属イオンの急速な溶解を引き起こすと同時に、陰極に電子を供給し、陽イオンの析出をもたらす。
2.電解加工技術の特徴。
- のような高強度・高硬度の難加工金属材料の加工が可能です。 炭化タングステンチタンカーバイド、高温合金などである。さらに、加工速度は金属の機械的特性に依存しない。航空機エンジンのブレード、ロケットエンジンのノズル、一体型インペラ、様々な複雑な二次元または三次元の穴や表面など、高強度材料の表面にある複雑な空洞の加工に使用できる。
- 加工中、切削力や切削熱の発生がないため、変形しやすい薄肉部品の加工に特に適している。電気化学的加工は、イオンの形で行われる冷間加工法である。加工工程に残留応力や熱影響部がないため、バリやカエリのない良好な加工面品質が得られる。
- 加工工程で使用される工具は摩耗がなく、長期間使用できる。しかし、工具のカソードへのカソード生成物の析出や短絡火傷の影響を防ぐ必要がある。電気化学的加工は効率が高く、特に電気化学的加工では材料除去率が放電加工よりはるかに高い。
- 電気化学加工技術は導電性材料しか加工できない。従来の機械加工と比較すると、電気化学加工装置はより大きな投資を必要とし、より大きなスペースを占有する。さらに、使用される電解液は装置を腐食する可能性があり、電解生成物は環境に影響を与える可能性がある。




