
超硬プレス金型設計における考慮点?
超硬プレス金型は、超硬材料で作られたパンチ金型を指す。一般的に使用される超硬合金はタングステンとコバルトの合金で、K01、K10、K20、K30、K40などがあります。工具鋼に比べ、超硬 [...] 続きを読む
超硬プレス金型は、超硬材料で作られたパンチ金型を指す。一般的に使用される超硬合金はタングステンとコバルトの合金で、K01、K10、K20、K30、K40などがある。工具鋼に比べ、超硬材料は硬度が高く、耐摩耗性に優れているが、もろく、曲げ強度が低い。そのため、以下の点を考慮して設計する必要がある:

当社の工場事業:超硬部品、金型部品、医療用射出成形金型、精密射出成形金型、テフロンPFA射出成形、PFAチューブ継手。電子メール:[email protected],whatsapp:+8613302615729。
-
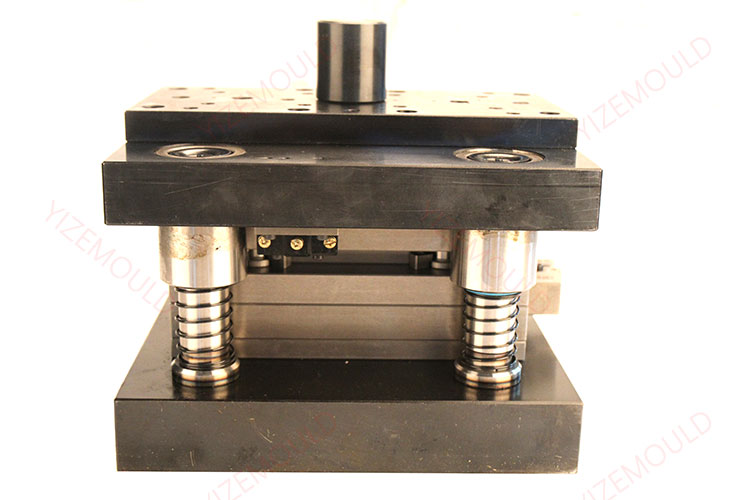
ダイフレームの選択:
上下のダイプレートは、硬度25~30HRCに焼入れ・焼戻しした45番鋼を使用する。E235Aも使用できるが、ねずみ鋳鉄は推奨されない。ガイド精度を高めるため、ボールタイプのガイドポストとガイドブッシュを使用する。ダイ・ハンドルはフローティング・タイプにする。
-
パンチとダイの固定方法:
パンチとダイの一般的な締結方法には、メカニカル締結とホットスリーブ締結があります。メカニカル締結は、内部応力を発生させることなく、確実で信頼性の高い固定が可能ですが、嵌合面に高い精度が要求されます。ホットスリーブ締結は、鋼の熱膨張係数が超硬合金より大きいため、組立・分解が容易です。一般に干渉嵌合は直径の0.6%~1%とされ、加熱温度は500~600℃で内部応力の発生が懸念される。
-
スプリング式エジェクタープレートの設計:
バネ式のエジェクタープレートは、刃先への衝撃を避けるため、確実なガイダンスが必要です。エジェクタープレートと超硬ダイの表面との間の距離は、シート材料の最大厚さを0.05mm上回る必要があります。エジェクタープレートの材質は、HS6-5-2C (42-46 HRC)を使用します。
-
バッキングプレートのデザイン:
の剛性を向上させる。 超硬ダイ クラックの発生を防止するため、ダイスの底面に硬化バッキングプレートを追加する必要があります。材質はHS6-5-2C(56~60HRC)で、厚さは一般鋼のダイス裏板の1.2~1.25倍以上とする。
-
ダイエッジの均一な応力分布:
の中で 超硬プレス金型の設計エッジの破断を防ぐため、片面プレスは避けるべきである。
-
スタンピング装置の選択
超硬金型は大量生産に適しているため、自動供給装置を備えた高速プレス機を使用するのが望ましい。
当社は、以下の製品の製造に専念している。 精密超硬部品私たちは、お客様との長期ビジネスを確立されています。放電加工、研削加工、ワイヤー放電加工、CNC加工、研磨加工、各種高精度超硬部品の製作を得意としています。卓越した品質と職人技をお届けすることに誇りを持っています。お問い合わせやご要望がございましたら、お気軽にご連絡ください。




