
Microlavorazione - lavorazione elettrochimica
1. Introduzione alla lavorazione elettrochimica. Le reazioni chimiche che comportano il guadagno o la perdita di elettroni che avvengono sulla superficie del catodo e dell'anodo sono note come reazioni elettrochimiche. [...]
1. Introduzione alla lavorazione elettrochimica.
Le reazioni chimiche che comportano il guadagno o la perdita di elettroni che avvengono sulla superficie del catodo e dell'anodo sono note come reazioni elettrochimiche. Il metodo di utilizzo di queste reazioni elettrochimiche per la lavorazione è chiamato lavorazione elettrochimica (ECM). In base ai principi della lavorazione elettrochimica, la tecnologia può essere suddivisa in due categorie: la produzione sottrattiva basata sul principio della dissoluzione anodica, che comprende la lavorazione elettrochimica, la lucidatura elettrochimica e la sbavatura elettrochimica; e la produzione additiva basata sul principio della deposizione catodica, che comprende l'elettroformatura, l'elettroplaccatura e l'elettrospazzolatura. Rispetto alla lavorazione a scarica elettrica (EDM), la lavorazione elettrochimica offre vantaggi quali una maggiore velocità di rimozione del materiale, l'assenza di zone termicamente alterate, una finitura superficiale liscia e l'assenza di usura degli utensili.
In una reazione chimica, quando un metallo entra in contatto con la sua soluzione salina, si verifica spesso uno scambio di elettroni, in cui il metallo dona elettroni agli ioni della soluzione e ne guadagna dalla soluzione. Quando questo scambio di elettroni raggiunge l'equilibrio, sulla superficie del metallo si forma un sottile doppio strato. La superficie di un metallo chimicamente attivo ha una carica negativa, mentre la soluzione ha una carica positiva; la superficie di un metallo meno reattivo ha una carica positiva, mentre la soluzione ha una carica negativa. La presenza del doppio strato crea una differenza di potenziale tra il metallo e la sua soluzione salina. Questa differenza di potenziale, generata dall'equilibrio tra la dissoluzione e la deposizione del metallo nella soluzione salina, è chiamata potenziale di equilibrio dell'elettrodo. Quando un metallo è immerso in un altro elettrolita, si forma anche un doppio strato e una differenza di potenziale. Se due elettrodi metallici sono collegati da un conduttore, gli elettroni fluiranno attraverso il conduttore, creando una cella primaria. Gli elettroni passano dall'elettrodo di ferro all'elettrodo di rame e questo flusso di elettroni è estremamente lento. La tecnologia di lavorazione elettrochimica utilizza questo principio del flusso di elettroni.
La nostra attività in fabbrica: parti in metallo duro, parti di stampi, stampi a iniezione medicali, stampi a iniezione di precisione, stampaggio a iniezione di teflon PFA, raccordi per tubi PFA. e-mail: [email protected],whatsapp:+8613302615729.
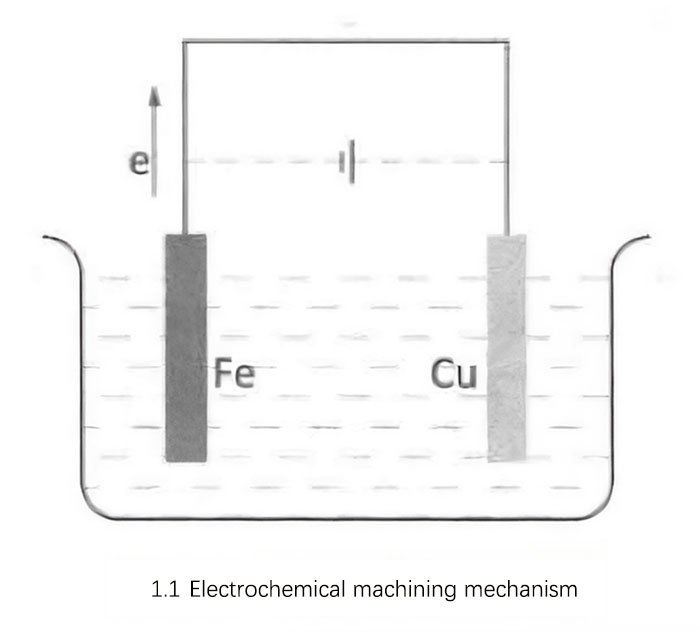
Come mostrato nella Figura 1.1, durante il processo di lavorazione, viene applicato un campo elettrico esterno per accelerare la velocità di flusso degli elettroni, aumentando così la velocità delle reazioni chimiche e ottenendo la rimozione del materiale metallico. Questo metodo di applicazione di un campo elettrico esterno è equivalente alla combinazione di una cella elettrolitica con la cella primaria. Dopo l'applicazione dell'energia, sotto l'influenza della forza del campo elettrico, i cationi nell'elettrolita si muovono verso il catodo (elettrodo di Cu) e gli anioni verso l'anodo (elettrodo di Fe). La fonte di energia esterna preleva continuamente elettroni dall'anodo, provocando una rapida dissoluzione degli ioni metallici anodici, e contemporaneamente fornisce elettroni al catodo, provocando la deposizione di cationi.
2. Caratteristiche della tecnologia di lavorazione elettrochimica.
- È in grado di lavorare materiali metallici difficili da lavorare con elevata resistenza e durezza, come ad esempio carburo di tungsteno, carburo di titanio e leghe ad alta temperatura. Inoltre, la velocità di lavorazione non dipende dalle proprietà meccaniche del metallo. Può essere utilizzata per lavorare cavità complesse sulla superficie di materiali ad alta resistenza, come pale di motori aerei, ugelli di motori a razzo, giranti integrali e vari fori e superfici complesse bidimensionali o tridimensionali.
- Durante il processo di lavorazione non si generano forze di taglio o calore di taglio, il che la rende particolarmente adatta alla lavorazione di pezzi a pareti sottili e soggetti a deformazione. La lavorazione elettrochimica è un metodo di lavorazione a freddo eseguito sotto forma di ioni. Nel processo di lavorazione non si generano tensioni residue o zone termicamente alterate, con conseguente buona qualità della superficie del pezzo, senza bave o bagliori.
- Gli utensili utilizzati nel processo di lavorazione non si usurano e possono essere utilizzati per lungo tempo. Tuttavia, è necessario prevenire la deposizione di prodotti catodici e gli effetti delle bruciature da cortocircuito sul catodo dell'utensile. La lavorazione elettrochimica ha un'elevata efficienza, soprattutto nella lavorazione elettrochimica, dove il tasso di rimozione del materiale è molto più alto di quello della lavorazione a scarica elettrica.
- La tecnologia di lavorazione elettrochimica può lavorare solo materiali conduttivi. Rispetto alla lavorazione meccanica tradizionale, le apparecchiature per la lavorazione elettrochimica richiedono investimenti maggiori e occupano più spazio. Inoltre, l'elettrolita utilizzato può corrodere l'attrezzatura e i prodotti elettrolitici possono avere un impatto ambientale.




