
Considerazioni sulla progettazione degli stampi per lo stampaggio del metallo duro?
Gli stampi per stampaggio in carburo si riferiscono agli stampi per punzonatura realizzati con materiali in carburo. I carburi comunemente utilizzati sono leghe di tungsteno-cobalto, tra cui K01, K10, K20, K30, K40. Rispetto all'acciaio per utensili, il metallo duro [...]
Gli stampi per stampaggio in carburo si riferiscono agli stampi per punzonatura realizzati con materiali in carburo. I carburi comunemente utilizzati sono leghe di tungsteno-cobalto, tra cui K01, K10, K20, K30, K40. Rispetto all'acciaio per utensili, i materiali in carburo presentano una maggiore durezza, una migliore resistenza all'usura, ma una maggiore fragilità e una minore resistenza alla flessione. Pertanto, nella progettazione occorre tenere conto dei seguenti punti:

La nostra attività in fabbrica: parti in metallo duro, parti di stampi, stampi a iniezione medicali, stampi a iniezione di precisione, stampaggio a iniezione di teflon PFA, raccordi per tubi PFA. e-mail: [email protected],whatsapp:+8613302615729.
-
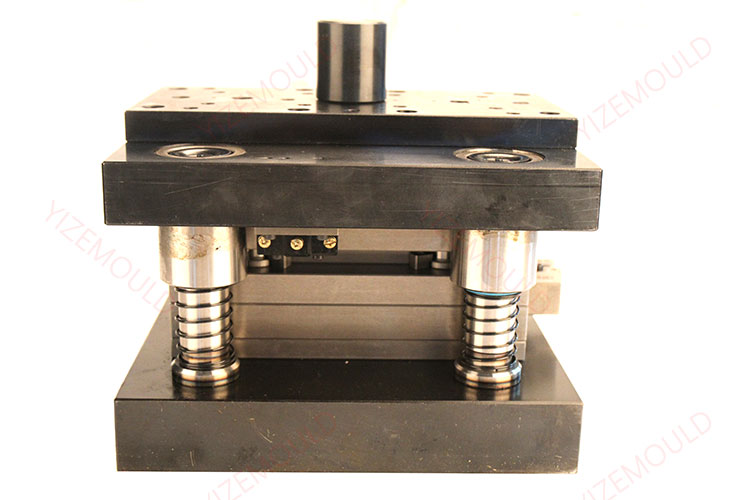
Selezione del telaio dello stampo:
Le piastre di stampaggio superiori e inferiori devono essere realizzate in acciaio 45, bonificato con una durezza di 25-30 HRC. È possibile utilizzare anche l'E235A, ma si sconsiglia la ghisa grigia. Per migliorare la precisione di guida, si dovrebbero utilizzare montanti di guida a sfera e boccole di guida. L'impugnatura della matrice deve essere di tipo flottante.
-
Metodi di fissaggio per punzoni e stampi:
I metodi di fissaggio più comuni per punzoni e stampi includono il fissaggio meccanico e il fissaggio a caldo. Il fissaggio meccanico garantisce un fissaggio affidabile e sicuro senza generare tensioni interne, ma richiede un'elevata precisione delle superfici di accoppiamento. Il fissaggio a caldo consente un montaggio e uno smontaggio più semplici, poiché il coefficiente di espansione termica dell'acciaio è maggiore di quello del metallo duro. L'accoppiamento per interferenza è generalmente compreso tra 0,6% e 1% del diametro e la temperatura di riscaldamento è di 500-600°C, il che può generare tensioni interne.
-
Progettazione della piastra di espulsione a molla:
La piastra di espulsione a molla deve avere una guida affidabile per evitare di urtare il tagliente. La distanza tra la piastra di espulsione e la superficie della matrice in metallo duro deve superare di 0,05 mm lo spessore massimo della lamiera. Il materiale della piastra di espulsione può essere HS6-5-2C (42-46 HRC).
-
Design della piastra di supporto:
Per migliorare la rigidità del filiera in carburo Per prevenire le cricche, è necessario aggiungere alla superficie inferiore dello stampo una piastra di supporto temprata. Il materiale può essere HS6-5-2C (56-60 HRC) e lo spessore non deve essere inferiore a 1,2-1,25 volte quello di una piastra di supporto per stampi in acciaio generico.
-
Distribuzione uniforme delle sollecitazioni sui bordi dello stampo:
Nel progettazione di stampi per la tranciatura del metallo duroSi dovrebbe evitare la timbratura su un solo lato per evitare fratture dei bordi.
-
Selezione delle attrezzature di stampaggio:
Gli stampi in metallo duro sono adatti alla produzione di massa, quindi è consigliabile utilizzare presse di stampaggio ad alta velocità dotate di dispositivi di alimentazione automatica.
La nostra azienda si dedica alla produzione di parti in carburo di precisioneoffrendo un'ampia gamma di servizi per soddisfare le vostre esigenze. La nostra esperienza consiste nella lavorazione a scarica elettrica, nella rettifica, nell'elettroerosione a filo, nella lavorazione CNC, nella lucidatura e nella fabbricazione di vari componenti in metallo duro di alta precisione. Siamo orgogliosi di offrire una qualità e una maestria eccezionali. Per qualsiasi domanda o per richiedere i nostri servizi, non esitate a mettervi in contatto con noi.




