
Pengenalan struktur cetakan gambar kawat karbida
Wire drawing dies adalah cetakan yang digunakan untuk menggambar kawat logam atau serat optik. Logam ditarik melalui cetakan, mengurangi ukurannya dan membentuknya menjadi kabel dengan berbagai [...]
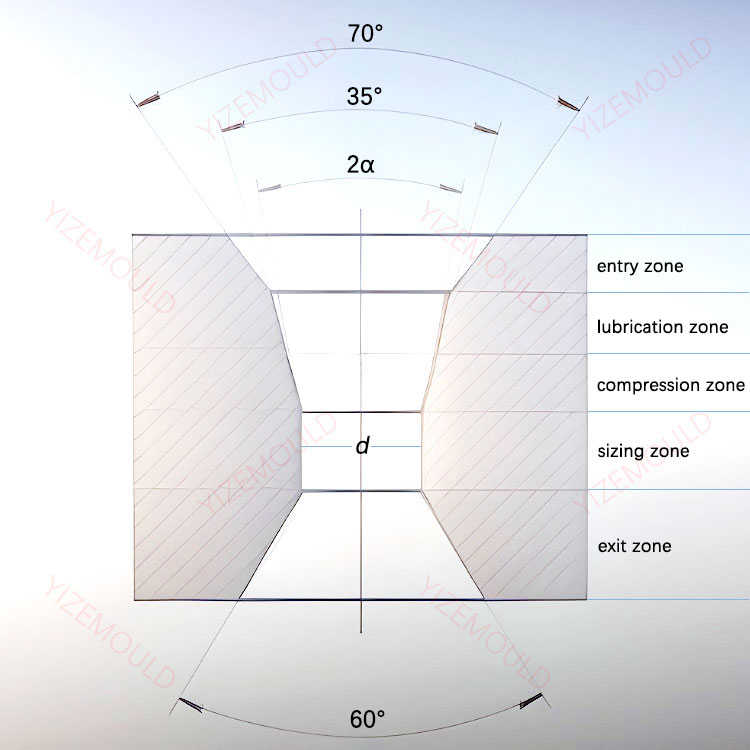
Wire drawing dies adalah cetakan yang digunakan untuk menggambar kawat logam atau serat optik. Logam ditarik melalui cetakan, mengurangi ukurannya dan membentuknya menjadi kawat dengan berbagai diameter. Apabila diameter kawat logam besar, biasanya digunakan cetakan berbentuk kerucut, sedangkan cetakan berbentuk busur dapat digunakan untuk diameter kawat yang lebih kecil. Lubang cetakan dari cetakan berbentuk kerucut umumnya dibagi menjadi lima wilayah, seperti yang ditunjukkan pada diagram. Fungsi dan bentuk masing-masing wilayah adalah sebagai berikut:
Bisnis pabrik kami: suku cadang karbida, suku cadang cetakan, cetakan injeksi medis, cetakan injeksi presisi, cetakan injeksi PFA teflon, alat kelengkapan tabung PFA. email: [email protected],whatsapp:+8613302615729.
- Zona masuk: Sudut zona masuk adalah parameter penting untuk gambar kawat mati. Ini memastikan bahwa titik kontak kawat yang memasuki cetakan terjadi pada posisi ketinggian yang sama di dalam zona kompresi cetakan dan memfasilitasi masuknya kawat. Zona masuk memberikan bentuk yang halus bagi kawat untuk masuk ke zona pelumasan dan zona kompresi, sehingga pelumas dapat mencapai permukaan kerja cetakan.
- Zona pelumasan: Zona pelumasan menyalurkan pelumas ke area kerja. Panjang dan sudut lancip zona pelumasan bervariasi tergantung pada jenis pelumas dan diameter kawat. Jika pelumas berupa cairan kental, sudut lancip yang lebih besar harus dipilih untuk zona pelumasan guna memastikan masuknya pelumas dengan lancar ke dalam zona kompresi dan mencegah penyumbatan berbentuk baji. Namun, jika sudut lancip zona pelumasan terlalu besar, akan sulit untuk menghasilkan efek tekanan fluida, yang memengaruhi efektivitas pelumasan.
- Zona kompresi: Zona kompresi adalah tempat kawat mengalami deformasi plastis dan memperoleh bentuk dan ukuran yang diinginkan. Ada dua bentuk untuk zona kompresi: berbentuk kerucut dan busur. Parameter dimensi utama untuk zona kompresi berbentuk kerucut adalah sudut kompresi α. Ukuran sudut α, bersama dengan tekanan yang diberikan ke lubang dalam cetakan dan pola distribusinya, serta sifat mekanis kawat yang ditarik, memainkan peran yang menentukan. Jika sudut α terlalu kecil, area kontak antara billet dan dinding cetakan akan meningkat, yang menyebabkan peningkatan resistensi gesekan. Jika sudut α terlalu besar, logam di zona deformasi mengalami pembengkokan yang tajam, mengakibatkan peningkatan deformasi geser tambahan, yang mengarah pada peningkatan gaya penarikan dan deformasi non-kontak. Oleh karena itu, ada kisaran optimal untuk sudut α, di mana gaya penarikan diminimalkan.
- Zona ukuran: Tujuan dari zona ukuran adalah untuk memastikan bahwa kawat mendapatkan bentuk dan ukuran yang stabil dan tepat. Diameter zona ukuran ditentukan berdasarkan toleransi yang diijinkan dari kawat dan deformasi elastis yang terjadi selama proses penarikan, sambil juga mempertimbangkan masa pakai die. Biasanya, zona ukuran dipilih dengan ukuran toleransi negatif untuk kawat. Saat menentukan panjang zona ukuran, persyaratan berikut harus dipenuhi: ketahanan aus yang cukup, konsumsi energi selama penarikan, dan meminimalkan kemungkinan putusnya kawat. Jika zona ukuran terlalu pendek, hal ini dapat menyebabkan guncangan pada kawat selama penarikan dan mengakibatkan cacat seperti bambu. Hal ini juga dapat dengan cepat merusak lubang bagian dalam cetakan, yang menyebabkan penyimpangan ukuran. Jika zona ukuran terlalu panjang, maka akan meningkatkan konsumsi energi selama penarikan dan mengurangi umur cetakan.
- Zona keluar: Tujuan dari zona keluar adalah untuk mencegah logam tergores saat keluar dari lubang cetakan dan untuk mencegah terkelupasnya tepi belakang zona ukuran akibat tekanan. Panjang zona keluar umumnya diambil sebagai (0,2 ~ 0,3) d, di mana d mewakili diameter kawat.




