
Introduction à la structure des filières de tréfilage en carbure
Les filières de tréfilage sont des moules utilisés pour tréfiler des fils métalliques ou des fibres optiques. Le métal est tiré à travers la filière, réduisant sa taille et le façonnant en fils de différentes [...]
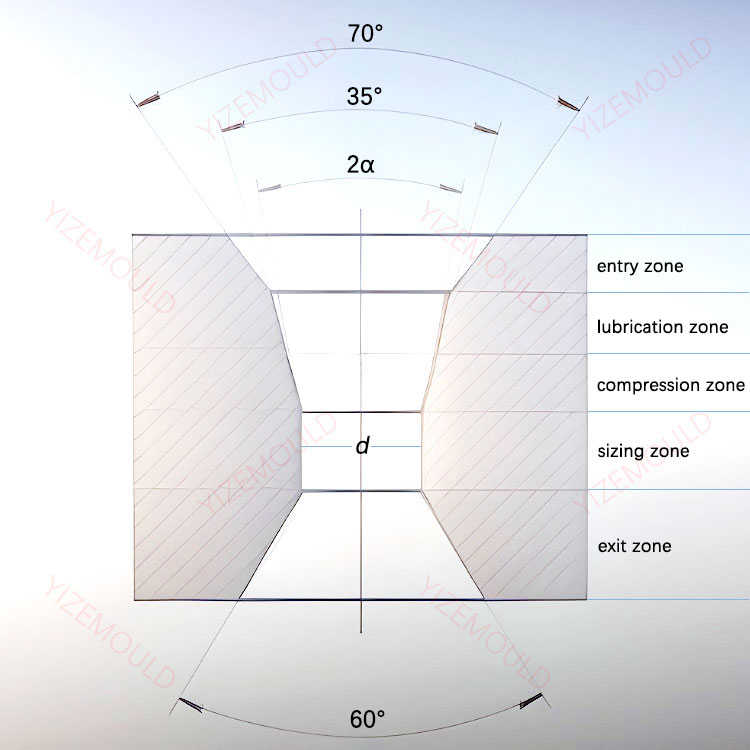
Les filières de tréfilage sont des moules utilisés pour tréfiler des fils métalliques ou des fibres optiques. Le métal est tiré à travers la filière, réduisant sa taille et le façonnant en fils de différents diamètres. Lorsque le diamètre du fil métallique est important, une filière conique est généralement utilisée, tandis qu'une filière en forme d'arc peut être utilisée pour des diamètres de fil plus faibles. Le trou d'une filière conique est généralement divisé en cinq régions, comme le montre le diagramme. Les fonctions et les formes de chaque région sont les suivantes :
Notre activité : pièces en carbure, pièces de moule, moules d'injection médicale, moules d'injection de précision, moulage par injection de téflon PFA, raccords de tubes PFA. email : [email protected],whatsapp:+8613302615729.
- Zone d'entrée: L'angle de la zone d'entrée est un paramètre important pour l'évaluation des risques. filières de tréfilage. Elle garantit que le point de contact du fil entrant dans la filière se trouve à la même hauteur dans la zone de compression de la filière et facilite l'entrée du fil. La zone d'entrée offre une forme lisse au fil pour qu'il passe dans la zone de lubrification et la zone de compression, permettant au lubrifiant d'atteindre la surface de travail de la filière.
- Zone de lubrification: La zone de lubrification achemine le lubrifiant vers la zone de travail. La longueur et l'angle de conicité de la zone de lubrification varient en fonction du type de lubrifiant et du diamètre du fil. Lorsque le lubrifiant est un liquide visqueux, il convient de choisir un angle de conicité plus important pour la zone de lubrification afin d'assurer une entrée en douceur du lubrifiant dans la zone de compression et d'éviter les blocages en forme de coin. Toutefois, si l'angle de conicité de la zone de lubrification est trop important, il sera difficile de générer un effet de pression du fluide, ce qui affecte l'efficacité de la lubrification.
- Zone de compression: La zone de compression est l'endroit où le fil subit une déformation plastique et obtient la forme et la taille souhaitées. Il existe deux formes de zone de compression : conique et en arc de cercle. Le principal paramètre dimensionnel de la zone de compression conique est l'angle de compression α. La taille de l'angle α, ainsi que la pression appliquée au trou intérieur de la filière et son schéma de distribution, et les propriétés mécaniques du fil tréfilé, jouent un rôle décisif. Si l'angle α est trop petit, la surface de contact entre le billette et la paroi de la filière augmente, ce qui accroît la résistance au frottement. Si l'angle α est trop grand, le métal dans la zone de déformation subit une forte flexion, ce qui entraîne une déformation de cisaillement supplémentaire, d'où une augmentation de la force d'étirage et de la déformation sans contact. Il existe donc une plage optimale pour l'angle α, dans laquelle la force d'étirage est minimisée.
- Zone de dimensionnement: Le but de la zone de calibrage est de s'assurer que le fil obtient une forme et une taille stables et précises. Le diamètre de la zone de calibrage est déterminé en fonction de la tolérance admissible du fil et de la déformation élastique qui se produit pendant le processus de tréfilage, tout en tenant compte de la durée de vie de la filière. Généralement, la zone de calibrage est sélectionnée avec une tolérance négative pour le fil. Lors de la détermination de la longueur de la zone de calibrage, les exigences suivantes doivent être respectées : résistance à l'usure suffisante, consommation d'énergie pendant le tréfilage et minimisation du risque de rupture du fil. Si la zone de calibrage est trop courte, elle peut provoquer des secousses du fil pendant le tréfilage et entraîner des défauts de type bambou. Elle peut également user rapidement le trou intérieur de la filière, entraînant des écarts de taille. Si la zone de calibrage est trop longue, elle augmente la consommation d'énergie pendant le tréfilage et réduit la durée de vie de la filière.
- Zone de sortie: Le but de la zone de sortie est d'empêcher le métal d'être rayé lorsqu'il sort du trou de la filière et d'empêcher le décollement du bord arrière de la zone de calibrage sous l'effet de la contrainte. La longueur de la zone de sortie est généralement égale à (0,2~0,3)d, où d représente le diamètre du fil.




