
Micro-usinage - usinage électrochimique
1. Introduction à l'usinage électrochimique. Les réactions chimiques impliquant le gain ou la perte d'électrons qui se produisent à la surface de la cathode et de l'anode sont connues sous le nom de réactions électrochimiques. [...]
1. Introduction à l'usinage électrochimique.
Les réactions chimiques impliquant le gain ou la perte d'électrons qui se produisent à la surface de la cathode et de l'anode sont connues sous le nom de réactions électrochimiques. La méthode consistant à utiliser ces réactions électrochimiques pour l'usinage s'appelle l'usinage électrochimique (ECM). Sur la base des principes de l'usinage électrochimique, la technologie peut être divisée en deux catégories : la fabrication soustractive basée sur le principe de la dissolution anodique, y compris l'usinage électrochimique, le polissage électrochimique et l'ébavurage électrochimique ; et la fabrication additive basée sur le principe du dépôt cathodique, y compris l'électroformage, l'électroplacage et l'électroplacage par brossage. Par rapport à l'usinage par décharge électrique (EDM), l'usinage électrochimique offre des avantages tels que des taux d'enlèvement de matière plus élevés, l'absence de zone affectée par la chaleur, une finition de surface lisse et l'absence d'usure de l'outil.
Dans une réaction chimique, lorsqu'un métal entre en contact avec sa solution saline, il se produit souvent un échange d'électrons, c'est-à-dire que le métal donne des électrons aux ions de la solution et gagne des électrons de la solution. Lorsque cet échange d'électrons atteint l'équilibre, une fine couche double se forme à la surface du métal. La surface d'un métal chimiquement actif porte une charge négative, tandis que la solution porte une charge positive, et la surface d'un métal moins réactif porte une charge positive, tandis que la solution porte une charge négative. La présence de la double couche crée une différence de potentiel entre le métal et sa solution saline. Cette différence de potentiel, générée par l'équilibre entre la dissolution et le dépôt du métal dans la solution saline, est appelée le potentiel d'équilibre de l'électrode. Lorsqu'un métal est immergé dans un autre électrolyte, il forme également une double couche et une différence de potentiel. Si deux électrodes métalliques sont reliées par un conducteur, les électrons circuleront dans le conducteur, créant ainsi une pile primaire. Les électrons circulent de l'électrode de fer à l'électrode de cuivre, et ce flux d'électrons est extrêmement lent. La technologie de l'usinage électrochimique utilise ce principe de flux d'électrons.
Notre activité : pièces en carbure, pièces de moule, moules d'injection médicale, moules d'injection de précision, moulage par injection de téflon PFA, raccords de tubes PFA. email : [email protected],whatsapp:+8613302615729.
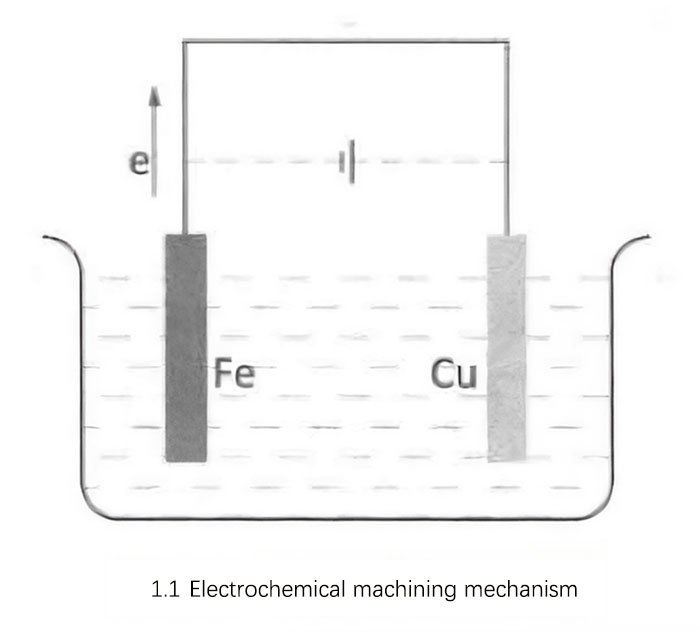
Comme le montre la figure 1.1, pendant le processus d'usinage, un champ électrique externe est appliqué pour accélérer le flux d'électrons, augmentant ainsi la vitesse des réactions chimiques et permettant l'enlèvement de la matière métallique. Cette méthode d'application d'un champ électrique externe équivaut à la combinaison d'une cellule électrolytique et d'une cellule primaire. Après l'application du courant, sous l'influence du champ électrique, les cations de l'électrolyte se déplacent vers la cathode (électrode de Cu) et les anions se déplacent vers l'anode (électrode de Fe). La source d'énergie externe attire continuellement des électrons de l'anode, provoquant une dissolution rapide des ions métalliques de l'anode, tout en fournissant simultanément des électrons à la cathode, ce qui entraîne le dépôt de cations.
2. Caractéristiques de la technologie d'usinage électrochimique.
- Il permet de traiter des matériaux métalliques difficiles à usiner et présentant une résistance et une dureté élevées, tels que carbure de tungstèneLe taux d'usinage ne dépend pas des propriétés mécaniques du métal. De plus, la vitesse d'usinage ne dépend pas des propriétés mécaniques du métal. Il peut être utilisé pour usiner des cavités complexes à la surface de matériaux très résistants, tels que les aubes de moteurs d'avion, les tuyères de moteurs de fusée, les roues intégrales et divers trous et surfaces complexes en deux ou trois dimensions.
- Pendant le processus d'usinage, il n'y a pas de production de forces ou de chaleur de coupe, ce qui le rend particulièrement adapté à l'usinage de pièces à parois minces susceptibles de se déformer. L'usinage électrochimique est une méthode d'usinage à froid réalisée sous forme d'ions. Il n'y a pas de contraintes résiduelles ni de zones affectées par la chaleur lors du processus d'usinage, ce qui permet d'obtenir une bonne qualité de surface de la pièce, sans bavures ni bavures.
- Les outils utilisés dans le processus d'usinage ne s'usent pas et peuvent être utilisés pendant longtemps. Cependant, il est nécessaire d'éviter le dépôt de produits cathodiques et les effets de brûlures par court-circuit sur la cathode de l'outil. L'usinage électrochimique a un rendement élevé, en particulier l'usinage électrochimique, où le taux d'enlèvement de matière est beaucoup plus élevé que celui de l'usinage par décharge électrique.
- La technologie d'usinage électrochimique ne peut traiter que des matériaux conducteurs. Par rapport à l'usinage mécanique traditionnel, l'équipement d'usinage électrochimique nécessite un investissement plus important et occupe plus d'espace. En outre, l'électrolyte utilisé peut corroder l'équipement et les produits électrolytiques peuvent avoir un impact sur l'environnement.




