
Ventajas e inconvenientes del micromecanizado electroquímico
El micromecanizado electroquímico (ECM) es un proceso de mecanizado basado en el principio de la disolución anódica electroquímica. Como se muestra en la figura, durante el proceso de mecanizado, la herramienta se conecta [...]
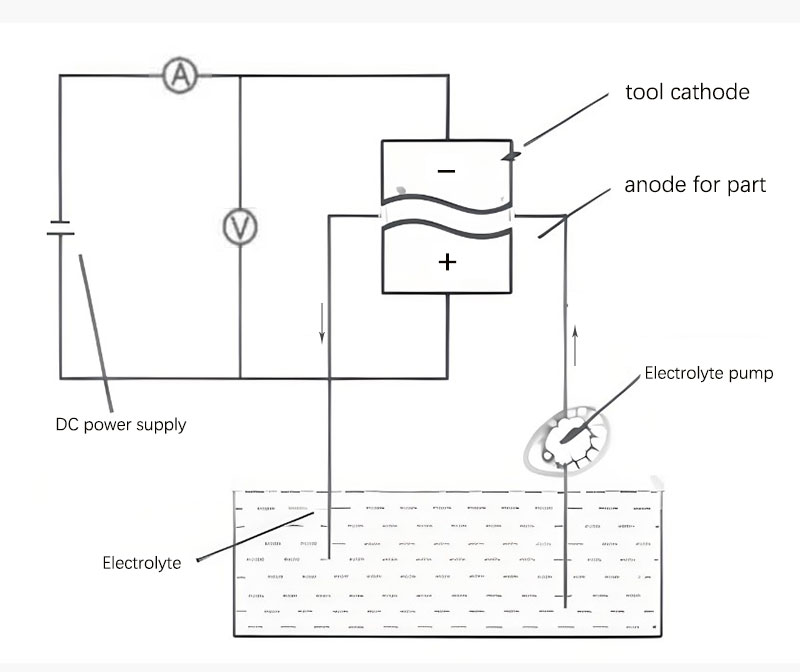
El micromecanizado electroquímico (ECM) es un proceso de mecanizado basado en el principio de disolución anódica electroquímica. Como se muestra en la figura, durante el proceso de mecanizado, la herramienta está conectada al terminal negativo de la fuente de alimentación, mientras que la pieza está conectada al terminal positivo. La herramienta se alimenta lentamente hacia la pieza hasta que se mantiene una pequeña separación entre ellas, y una solución electrolítica con una cierta presión fluye a través de la separación. En este proceso, la pieza sufre gradualmente corrosión electroquímica hasta que su superficie adopta una forma opuesta a la de la herramienta. La fuente de alimentación de corriente continua, la separación de mecanizado y la solución electrolítica con un determinado caudal son condiciones necesarias para el micro ECM.
Nuestra actividad de fábrica: piezas de carburo, piezas de molde, moldes de inyección médica, moldes de inyección de precisión, moldeo por inyección de teflón PFA, accesorios de tubo PFA. correo electrónico: [email protected],whatsapp:+8613302615729.
Diagrama del principio del mecanizado microelectroquímico
En comparación con otros métodos de mecanizado, micro ECM tiene las siguientes ventajas.
- Tiene una amplia gama de procesamiento y puede procesar prácticamente todos los materiales conductores sin verse afectado por las propiedades mecánicas del material de la pieza. Puede procesar materiales como aleaciones resistentes a altas temperaturas, acero inoxidable y carburo.
- No hay contacto entre la herramienta y la pieza durante el proceso de mecanizado, lo que la hace adecuada para procesar piezas de paredes finas y componentes fácilmente deformables.
- Las piezas procesadas tienen una superficie de alta calidad. El proceso no genera zonas afectadas por el calor, tensiones residuales, microfisuras, rebabas ni rebabas. La rugosidad de la superficie puede alcanzar 0,2-1,6 μm.
- Tiene una elevada velocidad de corte y la herramienta no sufre desgaste. La reacción electroquímica en el cátodo durante el proceso de mecanizado da lugar a la precipitación de gas, sin eliminación ni deposición de material. Mientras no se produzcan accidentes como quemaduras por cortocircuito o colisiones mecánicas, el cátodo de la herramienta puede utilizarse durante mucho tiempo.
Sin embargo, el micro ECM también tiene las siguientes desventajas y limitaciones.
- La precisión y la estabilidad del mecanizado aún no son lo suficientemente elevadas. Cuando se utiliza para el mecanizado de cavidades y superficies tridimensionales, la precisión de mecanizado es inferior a la del mecanizado por descarga eléctrica (EDM). Es relativamente difícil controlar el mecanizado de orificios pequeños y huecos estrechos.
- Los subproductos del mecanizado electrolítico pueden contaminar el medio ambiente y, en determinadas condiciones, producir sustancias nocivas para la salud humana. Por lo tanto, el reciclaje y la prevención de la contaminación de los subproductos electrolíticos requieren una atención especial.
- El equipo para el mecanizado electroquímico es complejo, caro y ocupa una gran superficie.
Debido a sus características de proceso únicas, la micro ECM es especialmente adecuada para el mecanizado de piezas metálicas o microestructuras, sobre todo para piezas o estructuras de los sectores aeroespacial y de equipos de defensa que tienen requisitos especiales de calidad superficial, como componentes sin rebabas ni rebabas. Algunos ejemplos son los inyectores de combustible de motores diésel de gama alta, las microbobinas planas de sensores de corrientes de Foucault en miniatura y las unidades de propulsión, transmisión y control de microvehículos aéreos.




