
Precauciones para el diseño de la matriz de metal duro
Las matrices fabricadas utilizando carburo tanto para el punzón como para la matriz, o matrices en las que tanto el punzón como la matriz son de carburo, se denominan [...]
Las matrices fabricadas utilizando carburo para el punzón o la matriz, o matrices en las que tanto el punzón como la matriz están hechos de carburo, se denominan matrices de carburo. Tanto el punzón como la matriz pueden estar hechos totalmente de metal duro o tener una pieza de metal duro fijada o incrustada en una pieza de acero como sección de trabajo para el troquelado. También puede pulverizarse una capa de metal duro sobre el filo de corte de un molde de acero. Debido a la gran dureza y resistencia al desgaste del carburo, la vida útil de matrices de carburo es de varias a decenas de veces mayor que la de las matrices de acero en general. Sin embargo, debido a la fragilidad del carburo y a las cargas de impacto durante el proceso de troquelado, los carburos duros suelen utilizarse para aplicaciones de moldes.
Nuestra actividad de fábrica: piezas de carburo, piezas de molde, moldes de inyección médica, moldes de inyección de precisión, moldeo por inyección de teflón PFA, accesorios de tubo PFA. correo electrónico: [email protected],whatsapp:+8613302615729.
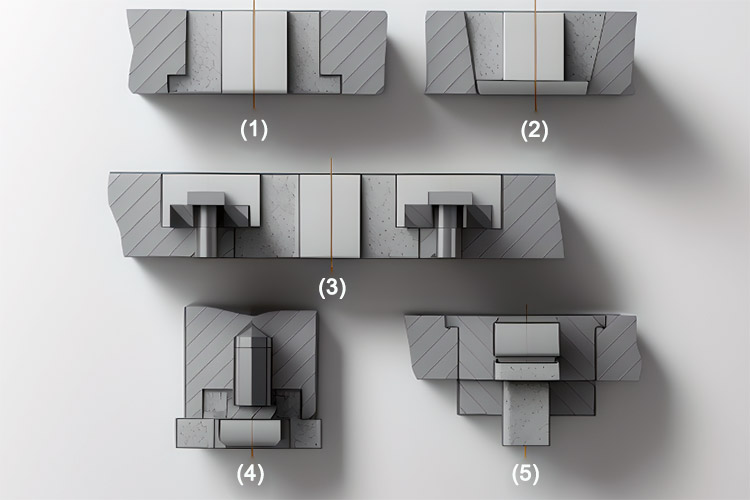
Tanto el punzón como la matriz están hechos de carburo, y la forma estructural de matrices de carburo es similar a la de las matrices generales, pero también tiene sus propias características. Durante el proceso de diseño deben tenerse en cuenta las siguientes cuestiones:
- El metal duro tiene menor capacidad para soportar cargas de flexión. Al disponer la disposición, debe prestarse atención a la posición del primer filo de corte para evitar que se corte la mitad del contorno o la mitad del agujero, lo que provocaría una tensión unilateral en el punzón.
- La altura de la rebaba es mayor en comparación con el troquelado general, y debe ser mayor que el grosor del material para evitar que la rebaba se introduzca en la matriz, lo que podría dañar el molde.
- La distancia de seguridad debe aumentarse adecuadamente.
- La rigidez del bastidor del molde debe ser suficiente, y los componentes del molde deben ser compatibles con la matriz de alta duración. Por ejemplo, las bases superior e inferior del molde son de acero y tienen un grosor 1,5 veces superior al de las matrices generales. Los pasadores de fijación y las placas guía son de acero 45 y se someten a un tratamiento de temple. La parte posterior del punzón y la matriz se refuerza con placas de refuerzo más gruesas que también se templan.
- La precisión de guiado y la vida útil del bastidor del molde deben ser elevadas para adaptarse a la alta vida útil de la matriz. Se suelen utilizar bastidores de moldes de guía rodante y pilares de guía intercambiables, con cuatro pilares de guía a menudo utilizados para piezas grandes o complejas. Los portamoldes de tipo flotante se utilizan habitualmente para superar la influencia de los errores de prensa en la precisión de guiado.
- Tanto el punzón como la matriz pueden fabricarse totalmente de metal duro o con incrustaciones de metal duro. El metal duro también puede fijarse o soldarse a piezas de acero.
- Si se utiliza una placa de descarga accionada por resorte para la descarga, deben tomarse precauciones para evitar que la placa de descarga impacte contra la matriz de metal duro, provocando tensiones desiguales y dando lugar a grietas. En este caso, la altura de la parte inferior de la placa de descarga debe ser de 0,05 a 0,01 mm inferior a la altura de la placa guía (la altura del espesor del material). La placa de descarga sólo sirve para descargar sin aplicar presión. Si es necesario realizar el troquelado por compresión en materiales finos, se pueden añadir pilares guía entre la placa de descarga y la placa fija de la matriz o el punzón para comprimir uniformemente la pieza.




