
¿Consideraciones en el diseño de matrices de estampación de metal duro?
Las matrices de estampación de carburo se refieren a las matrices de punzonado hechas de materiales de carburo. Los carburos comúnmente utilizados son aleaciones de tungsteno-cobalto, incluyendo K01, K10, K20, K30, K40. En comparación con el acero para herramientas, el carburo [...]
Las matrices de estampación de carburo se refieren a las matrices de punzonado hechas de materiales de carburo. Los carburos comúnmente utilizados son aleaciones de tungsteno-cobalto, incluyendo K01, K10, K20, K30, K40. En comparación con el acero para herramientas, los materiales de carburo tienen mayor dureza, mejor resistencia al desgaste, pero mayor fragilidad y menor resistencia a la flexión. Por lo tanto, en el diseño deben tenerse en cuenta los siguientes puntos:

Nuestra actividad de fábrica: piezas de carburo, piezas de molde, moldes de inyección médica, moldes de inyección de precisión, moldeo por inyección de teflón PFA, accesorios de tubo PFA. correo electrónico: [email protected],whatsapp:+8613302615729.
-
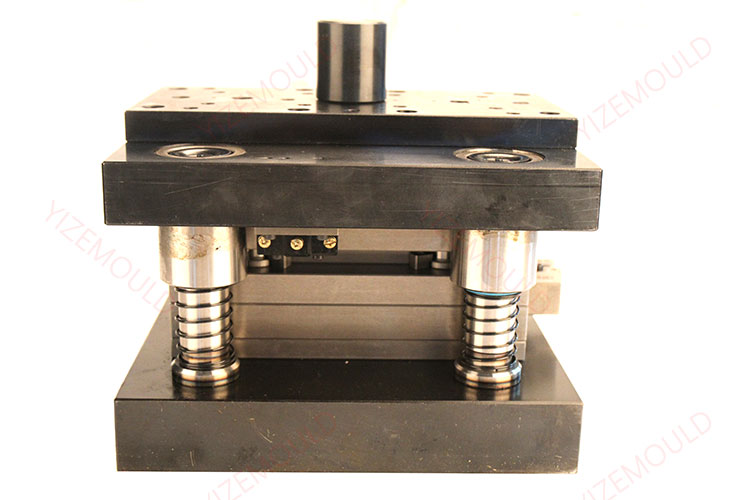
Selección del marco del troquel:
Las placas superior e inferior de la matriz deben ser de acero 45, templado y revenido a una dureza de 25-30 HRC. También puede utilizarse E235A, pero no se recomienda la fundición gris. Para mejorar la precisión del guiado, deben utilizarse postes guía de tipo bola y casquillos guía. El mango del troquel debe ser de tipo flotante.
-
Métodos de fijación para punzones y matrices:
Entre los métodos de fijación habituales para punzones y matrices se encuentran la fijación mecánica y la fijación con casquillo caliente. La fijación mecánica proporciona una fijación fiable y segura sin generar tensiones internas, pero requiere una gran precisión en las superficies de contacto. La fijación con casquillo caliente facilita el montaje y desmontaje, ya que el coeficiente de dilatación térmica del acero es mayor que el del carburo. El ajuste de interferencia suele ser de 0,6% a 1% del diámetro, y la temperatura de calentamiento es de 500-600°C, lo que puede generar tensiones internas.
-
Diseño de la placa eyectora con resorte:
La placa eyectora accionada por resorte debe tener una guía fiable para evitar el impacto con el filo de corte. La distancia entre la placa eyectora y la superficie de la matriz de metal duro debe superar en 0,05 mm el grosor máximo de la chapa. El material de la placa eyectora puede ser HS6-5-2C (42-46 HRC).
-
Diseño de la placa de apoyo:
Para mejorar la rigidez del matriz de carburo Para evitar el agrietamiento, debe añadirse una placa de refuerzo endurecida a la superficie inferior de la matriz. El material puede ser HS6-5-2C (56-60 HRC), y el grosor no debe ser inferior a 1,2-1,25 veces el de una placa de apoyo de matriz de acero general.
-
Distribución uniforme de la tensión en los bordes de la matriz:
En el diseño de matrices de estampación de metal duroPara evitar fracturas en los bordes, hay que evitar el estampado unilateral.
-
Selección de equipos de estampación:
Las matrices de metal duro son adecuadas para la producción en serie, por lo que es aconsejable utilizar prensas de estampación de alta velocidad equipadas con dispositivos automáticos de alimentación.
Nuestra empresa se dedica a la fabricación de piezas de carburo de precisiónOfrecemos una amplia gama de servicios para satisfacer sus necesidades. Nuestra experiencia radica en el mecanizado por descarga eléctrica, rectificado, electroerosión por hilo, mecanizado CNC, pulido y fabricación de diversos componentes de carburo de alta precisión. Nos enorgullecemos de ofrecer una calidad y una artesanía excepcionales. Si tiene alguna pregunta o necesita nuestros servicios, no dude en ponerse en contacto con nosotros.




