

Kaltstauchwerkzeug aus Hartmetall
Preisgünstiger Lieferant aus China. Benutzerdefinierte Wolframkarbid Kaltstauchen stirbt Bearbeitung, Schmieden sterben Verarbeitung, Hartmetall eingelegt HSS Verarbeitung. Hohe Qualität, schnelle Lieferung.
- Infos
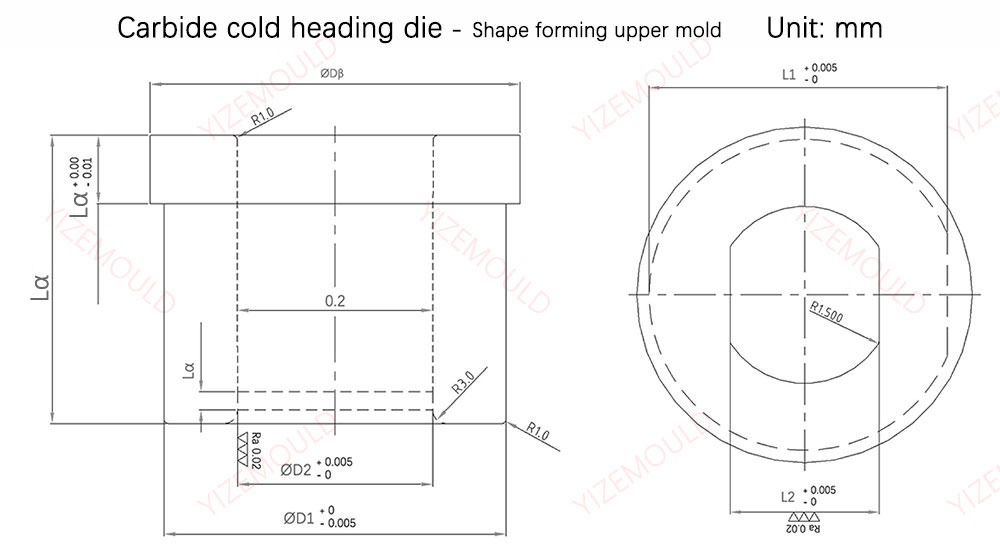
Die erste Fallstudie eines Hartmetall-Kaltstauchwerkzeugs - formgebende Oberform:
Unser Fabrikgeschäft: Hartmetallteile, Formteile, medizinische Spritzgussformen, Präzisionsspritzgussformen, Teflon-PFA-Spritzguss, PFA-Rohrverschraubungen. E-Mail: [email protected],whatsapp:+8613302615729.
Das Herstellungsverfahren für Hartmetall-Kaltstauchwerkzeuge:
- Großes Produktverfahren: Rundschleifen - Drahtschneiden - Entladen.
- Kleiner Produktprozess: Stanzmaschine - Drahtschneiden - Entladen.
Probleme bei der Fabrikation
- Die höhere Maßtoleranz erfordert ein einseitiges Plus von 0,005 mm, und die höhere Oberflächengüte erfordert Ra 0,02.
- Die Konzentrizität von Hartmetall-Kaltstauchwerkzeugen kann eine Toleranz von ±0,002 mm erreichen.
- Die vertikale Parallelität kann ±0,002 mm erreichen.
- Die Spiegelpolitur kann Ra0,015 erreichen.
- Die minimale Lochbearbeitung kann 0,06 mm bei einer Dicke von 0,6 mm erreichen.
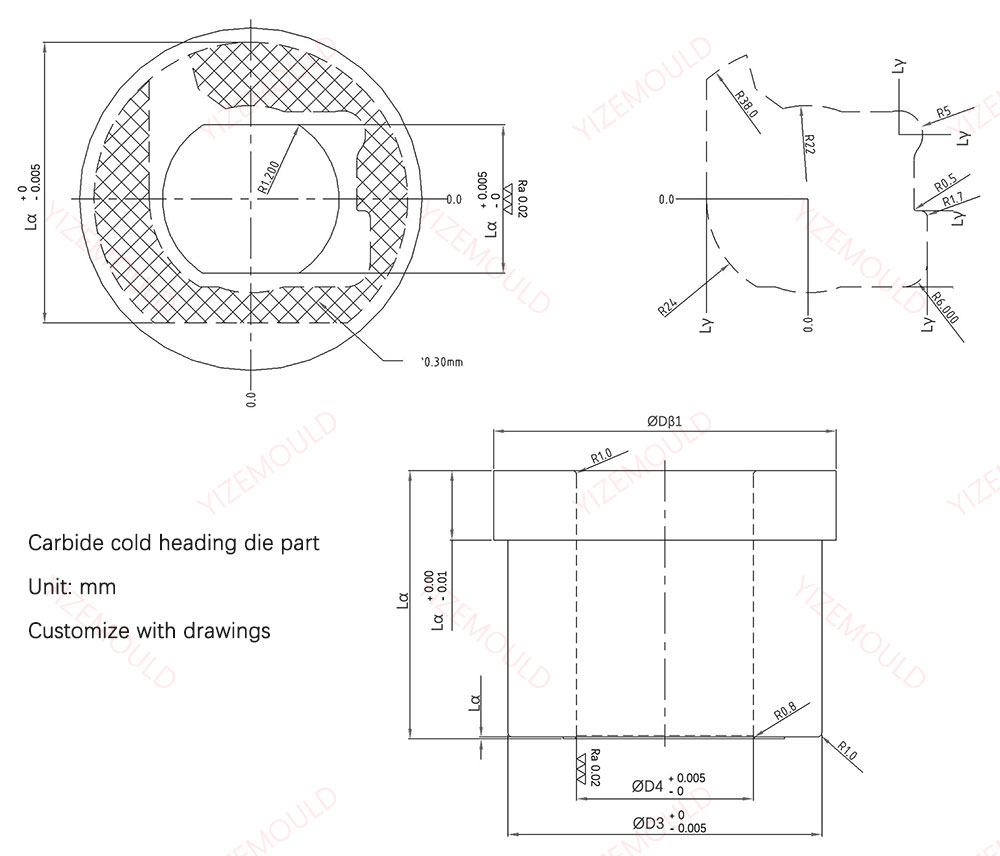
Die zweite Hartmetall-Kaltstauchwerkzeug-Teilstudie:
Das Herstellungsverfahren ist das gleiche wie das der Hartmetall-Kaltstauchform, der mittlere Teil des Schattens ist eingesunken und muss durch elektrische Entladung bearbeitet werden, und die Form ist unregelmäßig und der Winkel ist kompliziert.
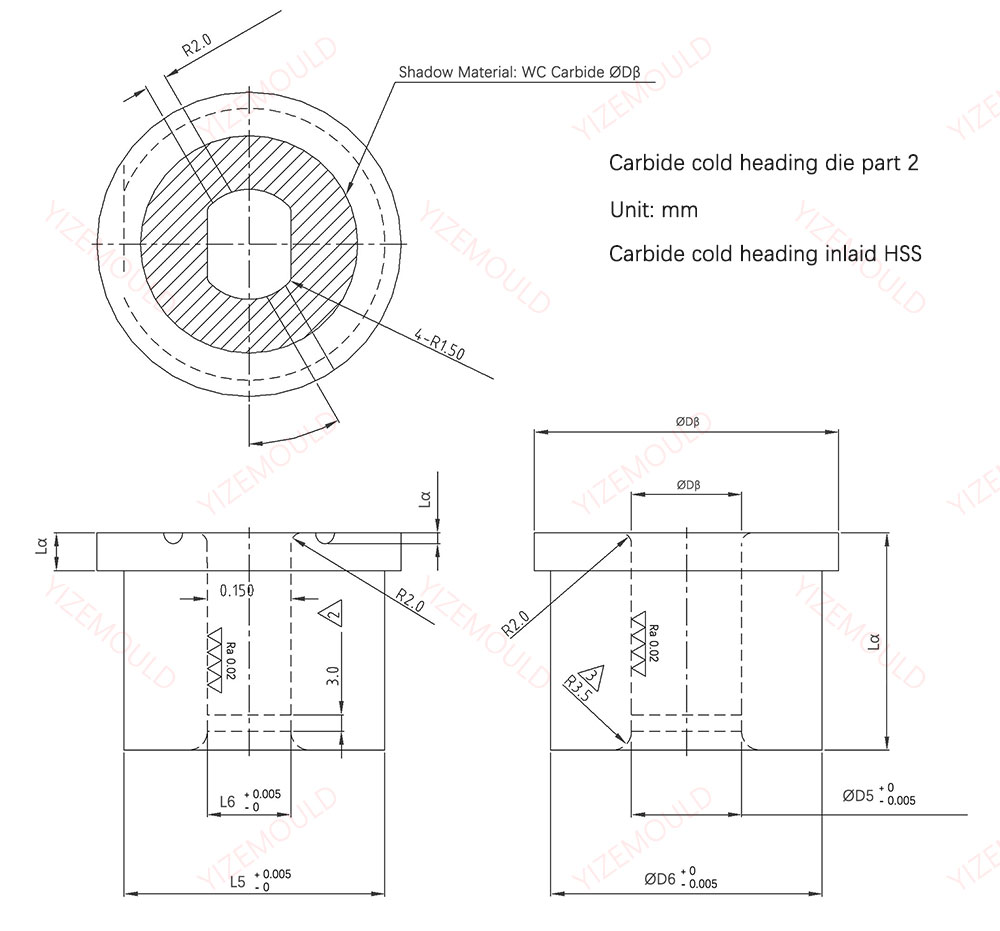
Die dritte Hartmetall-Kaltstauchform Teilstudie - Hartmetall-Kaltstauchform eingelegt HSS
Das bearbeitete Wolframkarbidteil wird mit einer Kaltstauchmaschine unter hohem Druck in das HSS-Material eingebettet.
Die Verarbeitungstechnik:
Materialvorbereitung - Hydraulische Presse - Außenschleifen - Lochdrahtschneiden - Erodieren - Flachschleifen - CNC-Bearbeitung (R2.0-Nut).
Schwierigkeiten bei der Herstellung:
- Sicherstellung, dass die Leistung und die Härte des Hartmetallteils nach dem Einlegen innerhalb des angegebenen Bereichs liegen.
- Verhinderung von Rissbildung im HSS-Teil und Vermeidung größerer Leistungsveränderungen.
- Erzielung einer hohen Präzision mit einer Toleranz von 0,005 mm.
- Erzielung einer Oberflächengüte auf dem Hartmetallteil mit einer Oberflächenrauheit von Ra0,02.
Um diese Anforderungen zu erfüllen, werden die folgenden Schritte unternommen:
- Lassen Sie vor der Fertigstellung einen Spielraum für die Einlage, um die Lücke auszufüllen.
- Kontrolle der Härte des weißen Hartmetallteils, um sicherzustellen, dass es den geforderten Spezifikationen entspricht.
Insgesamt erfordert dieses Projekt viel Liebe zum Detail und Fachwissen in der Präzisionsbearbeitung und Werkstoffkunde, um die gewünschten Ergebnisse zu erzielen. Wenn man diese Schritte befolgt und die entsprechenden Techniken und Geräte einsetzt, ist es möglich, hochwertige Hartmetallteile mit der erforderlichen Leistung und Oberfläche herzustellen.
Yize Mold ist ein professioneller Kaltstauchverfahren für Hartmetall Hersteller, im Jahr 2007 gegründet, hat reiche Erfahrung in der Verarbeitung von Hartmetall-Teile, viele erfahrene Ingenieure, Verarbeitungsanlagen für den gesamten Prozess, und die Verarbeitung Präzision zwischen 0,02mm - 0,002mm Hartmetall-Produkte.
Unsere Experten beantworten Ihre Fragen und bieten Ihnen Unterstützung.
Ähnliche Artikel: