
Vor- und Nachteile der mikroelektrochemischen Bearbeitung
Die elektrochemische Mikrobearbeitung (ECM) ist ein Bearbeitungsprozess, der auf dem Prinzip der elektrochemischen anodischen Auflösung beruht. Wie in der Abbildung dargestellt, wird das Werkzeug während des Bearbeitungsprozesses mit [...]
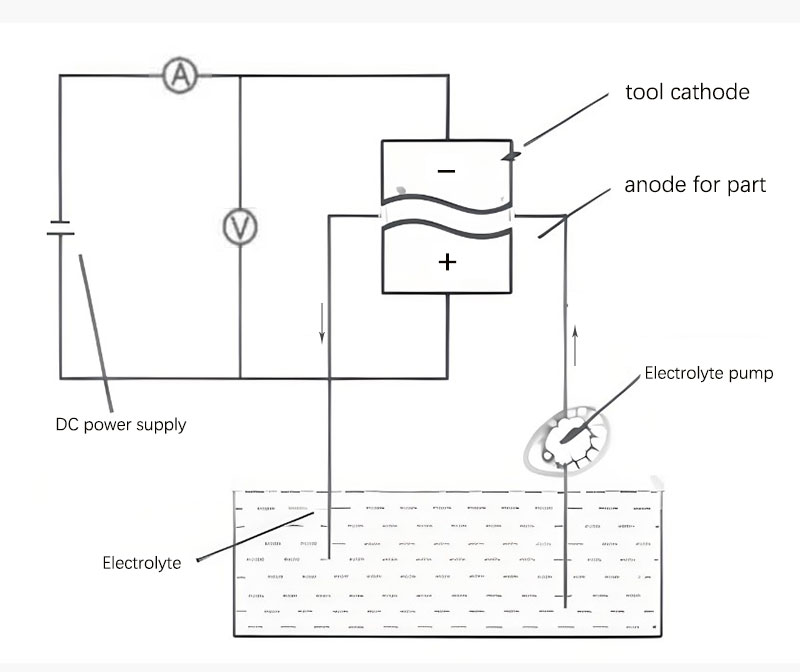
Die elektrochemische Mikrobearbeitung (ECM) ist ein Bearbeitungsprozess, der auf dem Prinzip der elektrochemischen anodischen Auflösung beruht. Wie in der Abbildung dargestellt, ist das Werkzeug während des Bearbeitungsprozesses mit dem Minuspol der Stromquelle verbunden, während das Werkstück mit dem Pluspol verbunden ist. Das Werkzeug wird langsam an das Werkstück herangeführt, bis ein kleiner Spalt zwischen ihnen entsteht, durch den eine Elektrolytlösung mit einem bestimmten Druck fließt. Dabei wird das Werkstück allmählich einer elektrochemischen Korrosion unterzogen, bis seine Oberfläche eine Form annimmt, die der des Werkzeugs entgegengesetzt ist. Eine Gleichstromversorgung, ein Bearbeitungsspalt und eine Elektrolytlösung mit einer bestimmten Durchflussrate sind notwendige Voraussetzungen für die Mikro-ECM.
Unser Fabrikgeschäft: Hartmetallteile, Formteile, medizinische Spritzgussformen, Präzisionsspritzgussformen, Teflon-PFA-Spritzguss, PFA-Rohrverschraubungen. E-Mail: [email protected],whatsapp:+8613302615729.
Diagramm des Prinzips der mikroelektrochemischen Bearbeitung
Im Vergleich zu anderen Bearbeitungsmethoden, Mikro-ECM hat die folgenden Vorteile.
- Es verfügt über einen großen Bearbeitungsbereich und kann praktisch alle leitfähigen Materialien bearbeiten, ohne dass die mechanischen Eigenschaften des Werkstückmaterials beeinträchtigt werden. Sie kann Materialien wie hochtemperaturbeständige Legierungen, Edelstahl und Karbid.
- Während der Bearbeitung gibt es keinen Kontakt zwischen dem Werkzeug und dem Werkstück, wodurch es sich für die Bearbeitung von dünnwandigen Teilen und leicht verformbaren Komponenten eignet.
- Die bearbeiteten Werkstücke haben eine hohe Oberflächenqualität. Das Verfahren erzeugt keine wärmebeeinflussten Zonen, Eigenspannungen, Mikrorisse, Grate oder Grate. Die Oberflächenrauhigkeit kann 0,2-1,6 μm erreichen.
- Es hat eine hohe Zerspanungsrate und das Werkzeug hat keinen Verschleiß. Die elektrochemische Reaktion an der Kathode während des Bearbeitungsprozesses führt zu Gasausscheidungen, ohne dass Material abgetragen oder abgeschieden wird. Solange keine Unfälle wie Kurzschlussverbrennungen oder mechanische Kollisionen auftreten, kann die Werkzeugkathode lange Zeit verwendet werden.
Die Mikro-ECM hat jedoch auch die folgenden Nachteile und Einschränkungen.
- Die Bearbeitungsgenauigkeit und die Stabilität sind noch nicht hoch genug. Bei der Bearbeitung von dreidimensionalen Hohlräumen und Oberflächen ist die Bearbeitungsgenauigkeit geringer als bei der Funkenerosion (EDM). Es ist relativ schwierig, die Bearbeitung von kleinen Löchern und engen Spalten zu kontrollieren.
- Die Nebenprodukte der elektrolytischen Bearbeitung können die Umwelt verschmutzen und unter bestimmten Bedingungen gesundheitsschädliche Stoffe erzeugen. Daher erfordern das Recycling und die Vermeidung von Umweltverschmutzung durch elektrolytische Nebenprodukte besondere Aufmerksamkeit.
- Die Ausrüstung für die elektrochemische Bearbeitung ist komplex, teuer und nimmt viel Platz in Anspruch.
Aufgrund ihrer einzigartigen Prozesseigenschaften eignet sich die Mikro-ECM besonders für die Bearbeitung von Metallteilen oder Mikrostrukturen, vor allem für Teile oder Strukturen in der Luft- und Raumfahrt sowie in der Rüstungsindustrie, die besondere Anforderungen an die Oberflächenqualität stellen, wie z. B. gratfreie und gratarme Komponenten. Beispiele hierfür sind Einspritzdüsen für High-End-Dieselmotoren, Mikro-Flachspulen in Miniatur-Wirbelstromsensoren sowie Antriebs-, Getriebe- und Steuereinheiten in Mikro-Luftfahrzeugen.




