
Vorkehrungen für die Konstruktion von Hartmetallschneidwerkzeugen
Matrizen, bei deren Herstellung entweder der Stempel oder die Matrize aus Hartmetall hergestellt werden, oder Matrizen, bei denen sowohl der Stempel als auch die Matrize aus Hartmetall bestehen, werden als Hartmetallmatrizen bezeichnet [...].
Matrizen, bei deren Herstellung entweder der Stempel oder die Matrize aus Hartmetall besteht, oder Matrizen, bei denen sowohl der Stempel als auch die Matrize aus Hartmetall gefertigt sind, werden als Hartmetallmatrizen bezeichnet. Sowohl der Stempel als auch die Matrize können vollständig aus Karbid bestehen oder ein Stück Karbid enthalten, das auf einem Stahlteil als Arbeitsteil für das Stanzen angebracht oder eingebettet ist. Eine Schicht aus Hartmetall kann auch auf die Schneidkante einer Stahlform aufgespritzt werden. Aufgrund der hohen Härte und Verschleißfestigkeit von Hartmetall ist die Lebensdauer von Hartmetallstempel ist um ein Vielfaches bis Zehnfaches länger als die von allgemeinen Stahlwerkzeugen. Aufgrund der Sprödigkeit von Hartmetall und der Stoßbelastungen während des Stanzvorgangs werden jedoch häufig zähe Hartmetalle für Formanwendungen verwendet.
Unser Fabrikgeschäft: Hartmetallteile, Formteile, medizinische Spritzgussformen, Präzisionsspritzgussformen, Teflon-PFA-Spritzguss, PFA-Rohrverschraubungen. E-Mail: [email protected],whatsapp:+8613302615729.
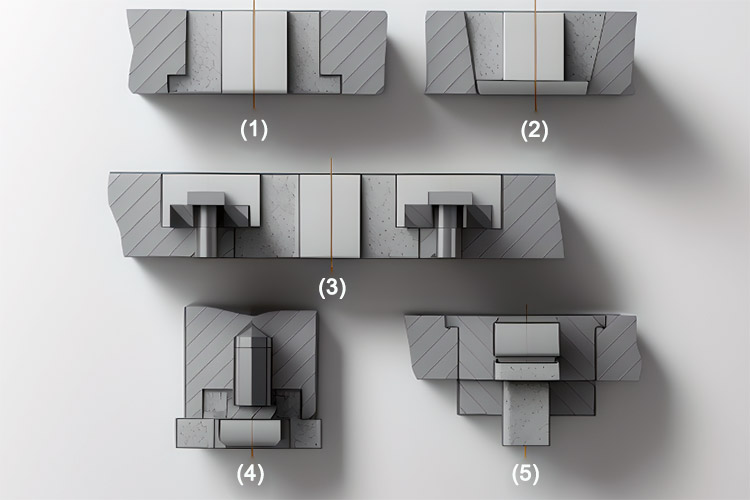
Sowohl der Stempel als auch die Matrize sind aus Hartmetall gefertigt, und die Strukturform der Hartmetall-Stanzwerkzeuge ähnelt der von allgemeinen Stanzformen, hat aber auch ihre eigenen Merkmale. Die folgenden Punkte sollten während des Entwurfsprozesses berücksichtigt werden:
- Hartmetall hat eine geringere Fähigkeit, Biegebeanspruchungen zu widerstehen. Bei der Anordnung des Layouts sollte auf die Position der ersten Schneide geachtet werden, um zu verhindern, dass die Hälfte der Kontur oder die Hälfte des Lochs geschnitten wird, was zu einer einseitigen Belastung des Stempels führen würde.
- Die Grathöhe ist größer als beim allgemeinen Stanzen und sollte größer sein als die Materialstärke, um zu verhindern, dass der Grat in die Matrize gepresst wird, was die Form beschädigen könnte.
- Der Ausblendungsabstand sollte entsprechend vergrößert werden.
- Die Steifigkeit des Formrahmens sollte ausreichend sein, und die Komponenten der Form sollten mit dem langlebigen Werkzeug kompatibel sein. So sind beispielsweise sowohl der obere als auch der untere Formboden aus Stahl gefertigt und haben eine 1,5-fache Dicke im Vergleich zu herkömmlichen Formen. Passstifte und Führungsplatten sind aus 45er Stahl gefertigt und werden einer Härtebehandlung unterzogen. Die Rückseite des Stempels und der Matrize ist mit dickeren Stützplatten verstärkt, die ebenfalls gehärtet werden.
- Die Führungsgenauigkeit und die Lebensdauer des Formrahmens sollten hoch sein, um dem langlebigen Werkzeug zu entsprechen. Üblich sind rollend geführte Formrahmen und austauschbare Führungssäulen, wobei für große oder komplexe Werkstücke häufig vier Führungssäulen verwendet werden. Um den Einfluss von Pressfehlern auf die Führungsgenauigkeit auszugleichen, werden in der Regel schwimmend gelagerte Formhalter verwendet.
- Sowohl der Stempel als auch die Matrize können ganz aus Hartmetall bestehen oder mit Hartmetall eingelegt sein. Hartmetall kann auch auf Stahlteile aufgebracht oder aufgeschweißt werden.
- Wenn eine federbelastete Entladeplatte zum Entladen verwendet wird, sollten Vorkehrungen getroffen werden, um zu verhindern, dass die Entladeplatte auf die Hartmetallmatrize aufschlägt, was zu ungleichmäßiger Spannung und Rissen führt. In diesem Fall sollte die Höhe des unteren Teils der Entladeplatte 0,05 bis 0,01 mm niedriger sein als die Höhe der Führungsplatte (die Höhe der Materialstärke). Die Entladeplatte dient nur zum Entladen ohne Druckausübung. Wenn es erforderlich ist, dünne Materialien unter Druck zu stanzen, können Führungssäulen zwischen der Entladeplatte und der festen Platte der Matrize oder des Stempels angebracht werden, um das Werkstück gleichmäßig zu komprimieren.




