
Considerations in carbide stamping die design?
Carbide stamping dies refer to the punch dies made of carbide materials. The commonly used carbides are tungsten-cobalt alloys, including K01, K10, K20, K30, K40. Compared to tool steel, carbide […]
Carbide stamping dies refer to the punch dies made of carbide materials. The commonly used carbides are tungsten-cobalt alloys, including K01, K10, K20, K30, K40. Compared to tool steel, carbide materials have higher hardness, better wear resistance, but greater brittleness and lower flexural strength. Therefore, the following points should be considered in the design:

Our factory business: carbide parts, mold parts, medical injection molds, precision injection molds, teflon PFA injection molding, PFA tube fittings. email: [email protected],whatsapp:+8613302615729.
-
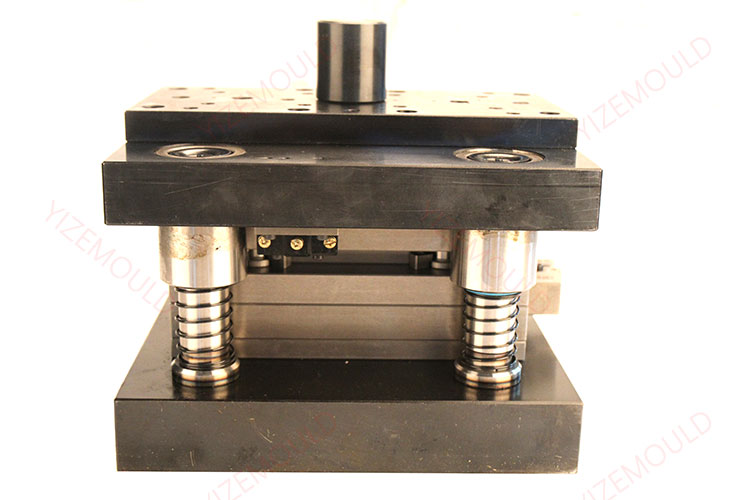
Selection of die frame:
The upper and lower die plates should be made of 45 steel, quenched and tempered to a hardness of 25-30 HRC. E235A can also be used, but gray cast iron is not recommended. Ball-type guide posts and guide bushings should be used to improve guiding accuracy. The die handle should be a floating type.
-
Fastening methods for punch and die:
Common fastening methods for punch and die include mechanical fastening and hot sleeve fastening. Mechanical fastening provides reliable and secure fixing without generating internal stress, but requires high precision in mating surfaces. Hot sleeve fastening allows for easier assembly and disassembly since the thermal expansion coefficient of steel is larger than that of carbide. The interference fit is generally taken as 0.6% to 1% of the diameter, and the heating temperature is 500-600°C, which may generate internal stress.
-
Design of spring-loaded ejector plate:
The spring-loaded ejector plate should have reliable guidance to avoid impacting the cutting edge. The distance between the ejector plate and the surface of the carbide die should exceed the maximum thickness of the sheet material by 0.05mm. The ejector plate material can be HS6-5-2C (42-46 HRC).
-
Design of backing plate:
To improve the rigidity of the carbide die and prevent cracking, a hardened backing plate should be added to the bottom surface of the die. The material can be HS6-5-2C (56-60 HRC), and the thickness should be no less than 1.2-1.25 times that of a general steel die backing plate.
-
Uniform stress distribution on die edges:
In the design of carbide stamping dies, one should avoid one-sided stamping to prevent edge fractures.
-
Selection of stamping equipment:
carbide dies are suitable for mass production, so it is advisable to use high-speed stamping presses equipped with automatic feeding devices.
Our company is dedicated to the manufacturing of precision carbide parts, offering a wide range of services to meet your needs. Our expertise lies in electrical discharge machining, grinding, wire EDM, CNC machining, polishing, and fabrication of various high-precision carbide components. We take pride in delivering exceptional quality and craftsmanship. If you have any inquiries or require our services, please don’t hesitate to get in touch with us.




